Production line real time acquiring and data accounting system and method
A statistical data and real-time collection technology, applied in the direction of comprehensive factory control, comprehensive factory control, electrical program control, etc., can solve problems such as increased manpower input, increased data distortion, and human statistical errors, so as to save labor costs and reduce errors , the effect of good product quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
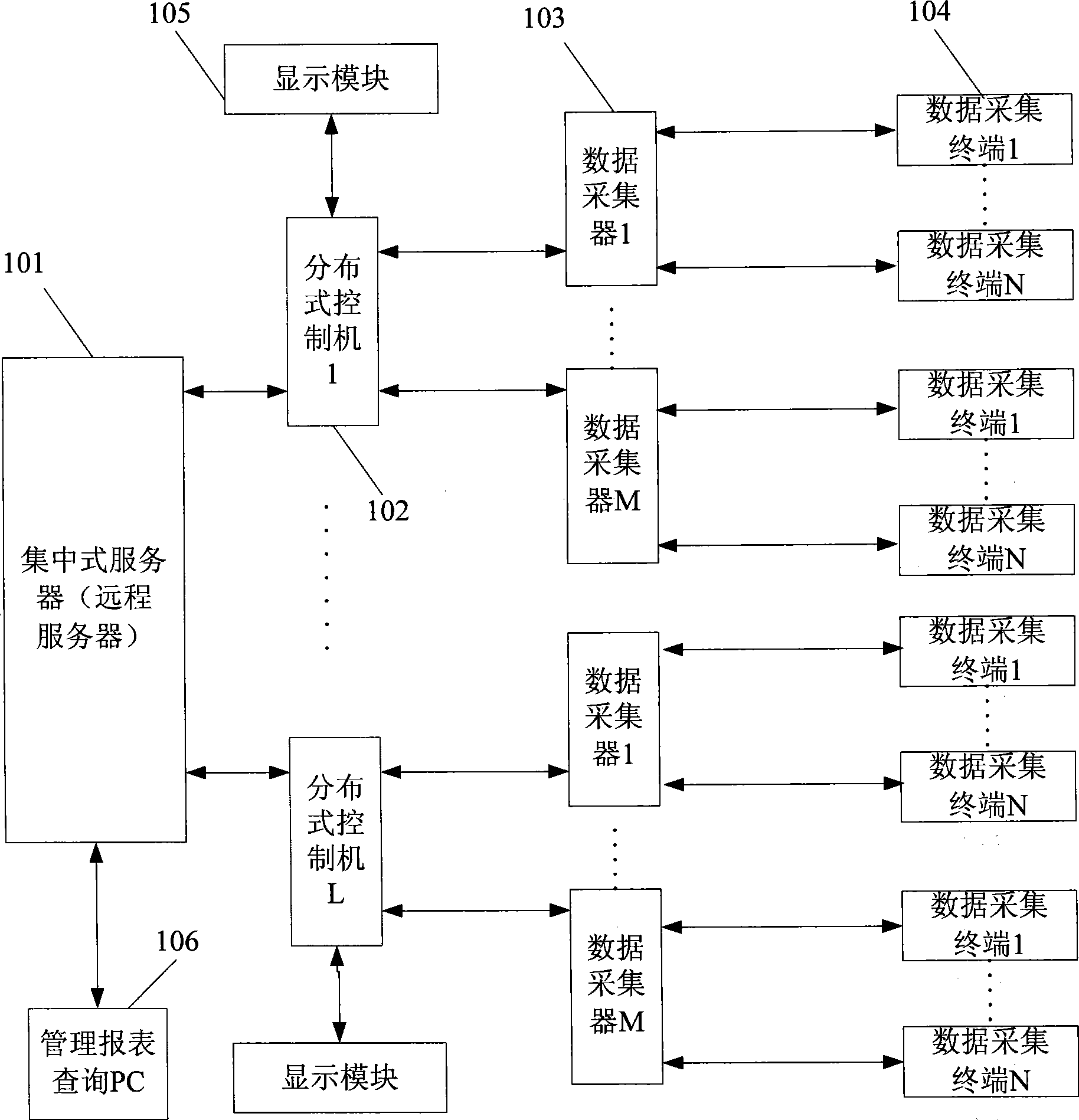
[0042] The system and method for real-time collection and statistical data of the production line of the present invention, after converting all kinds of information produced into digital level, pulse and other signals through one or more data collection terminals, the data collector collects, stores and timely Report to the distributed control machine; the distributed control machine counts and analyzes the production information it reads from multiple data collectors of one or more production lines, and displays some key production data on the display in real time terminal to guide the production line managers to adjust the tempo of production in a timely manner; at the same time, the collected, statistical and analyzed data are regularly reported to the centralized server through the Ethernet interface; Store the production information in the centralized control machine and generate production reports; the production line management personnel can query the various production...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



