

Forging backward extrusion technology of three-way pipe
A reverse extrusion, three-way pipe technology, applied in metal extrusion dies, metal processing equipment, mechanical equipment, etc., can solve the problems of many heating times, poor product surface quality, low branch pipe height, etc., to enhance safety performance , The effect of smooth surface quality and reduction of process energy consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0012] The present invention will be further described below in conjunction with the accompanying drawings.
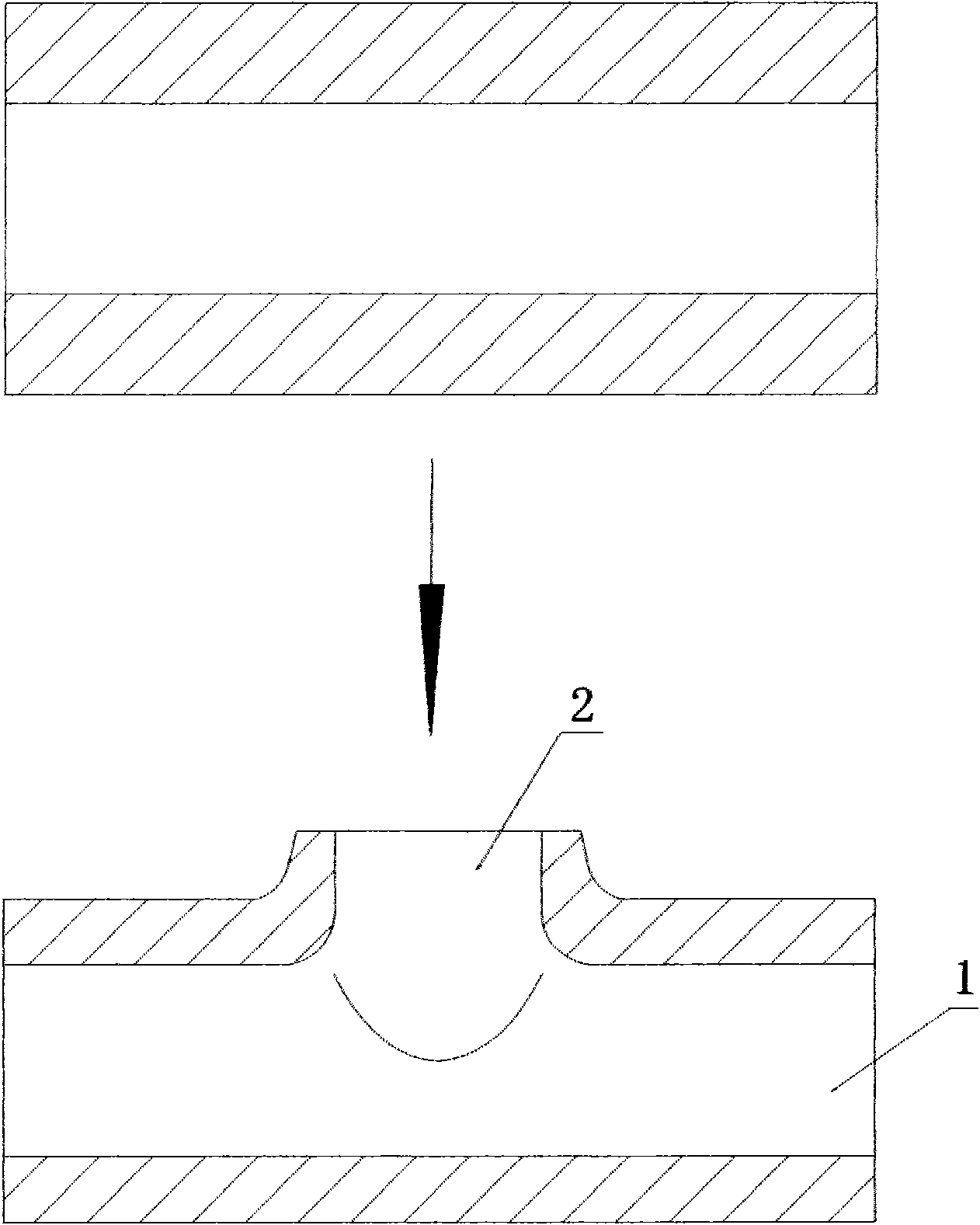
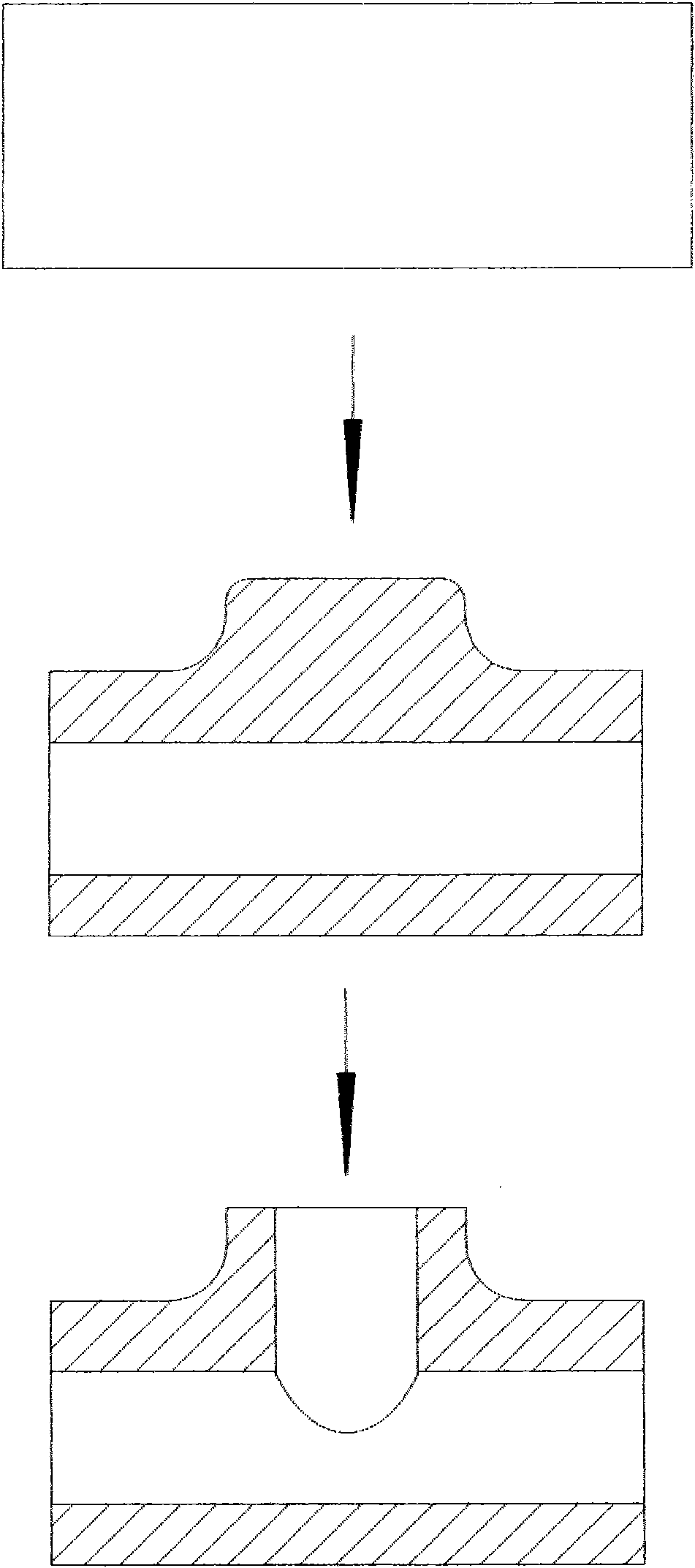
[0013] see figure 2 and image 3 According to the material of the forging rod, heat the forging rod to the forgeable temperature according to the conventional process, generally 1050 ° C ~ 1200 ° C;
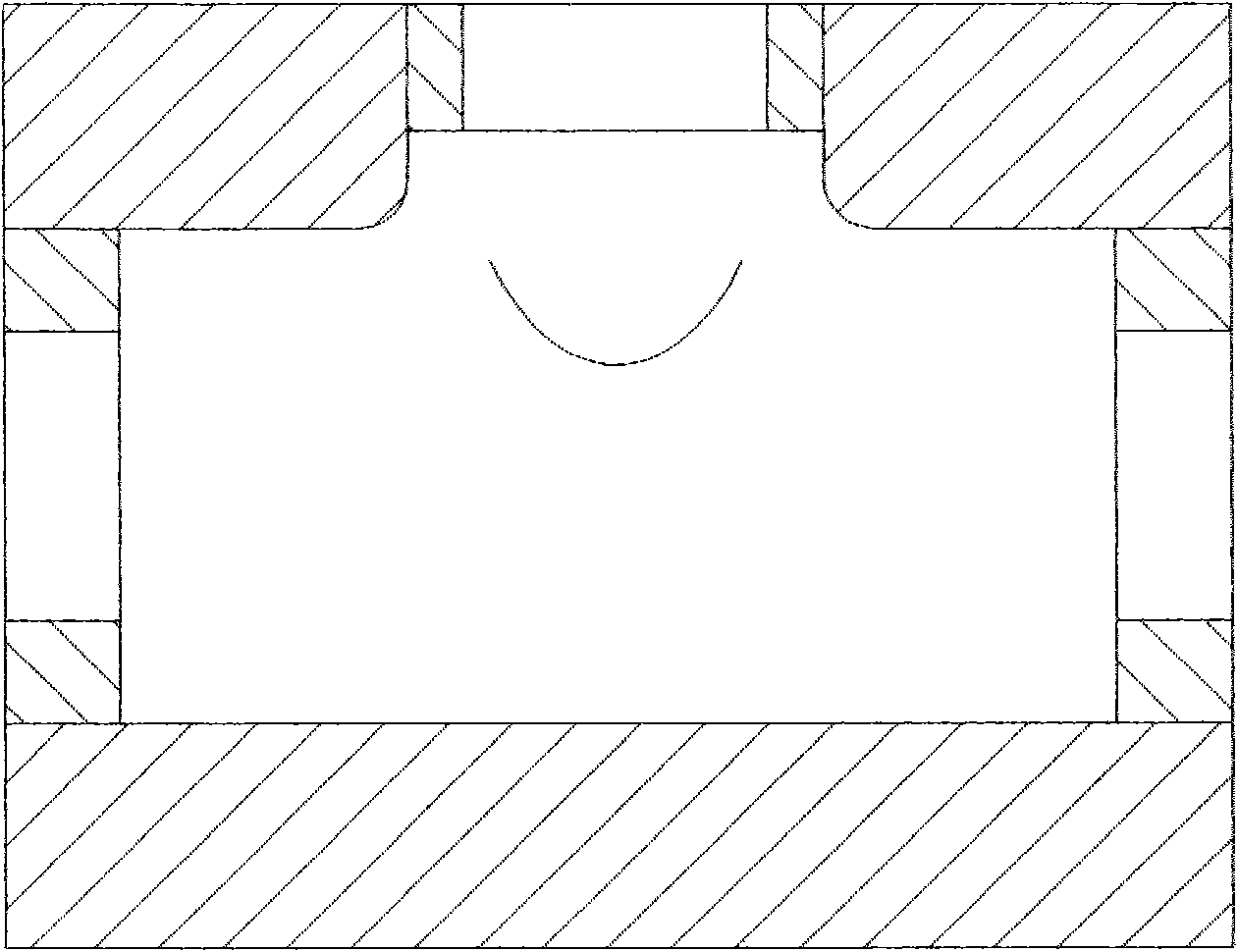
[0014] Forging rod extrusion: place the forging rod horizontally on the part corresponding to the main pipe in the three-way tubular forging die, and use double-top cylinders to simultaneously extrude and perforate the two ends of the forging rod to form the main pipe, and under the action of the forging die, Extrude the main pipe to form a bump, so that the two ends of the forging rod are extruded simultaneously in the opposite direction by double-top cylinder extrusion tools to ensure the uniform flow of metal materials; at the same time, considering the thermal shrinkage rate, the inner cavity of the forging die It is 1.015% larger than the appearance of the product...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More