

Method for casting rotary axis casts of aerogenerators
A technology of wind power generators and rotating shafts, applied in the direction of casting molding equipment, casting molds, casting mold components, etc., can solve the problems of increasing the production cost of casting products, increasing shrinkage cavities, shrinkage porosity, and slag inclusions, etc., and achieve reduction The effect of production cost, improvement of yield rate, and good slag blocking effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The present invention will be further described below in conjunction with the accompanying drawings and specific embodiments.
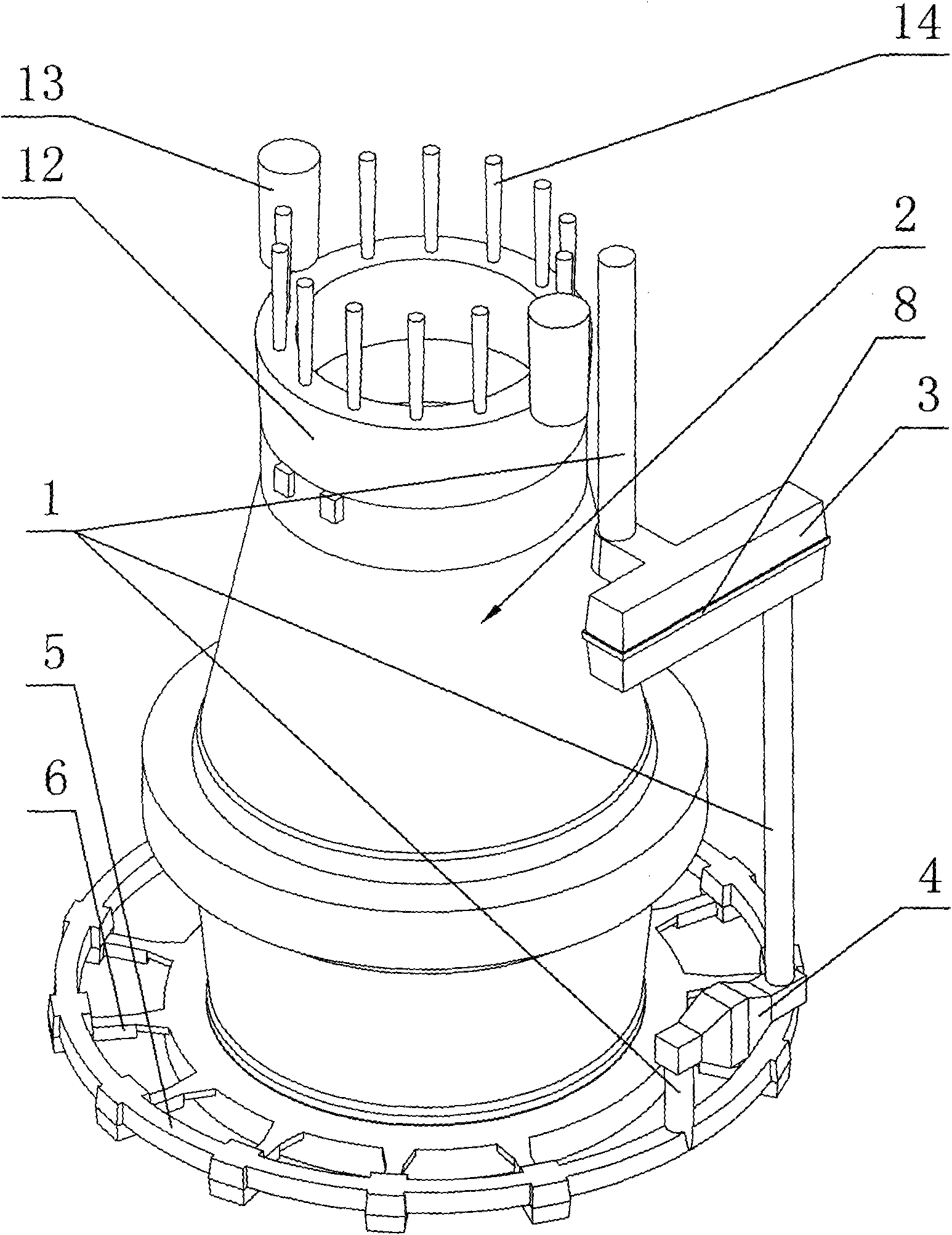
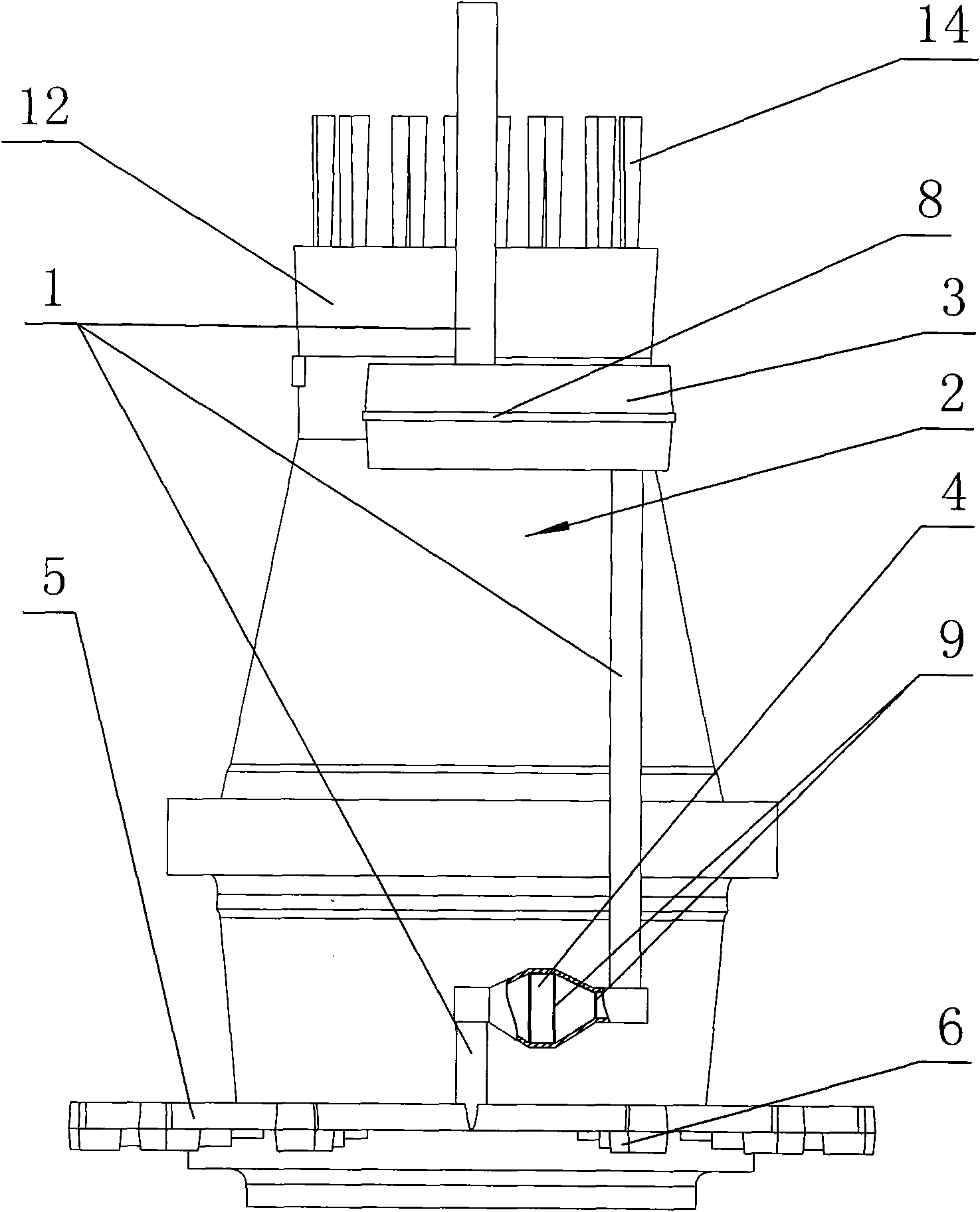
[0024] Such as figure 1 , figure 2 , image 3 , Figure 4 , Figure 5 Shown, the casting method of wind power generator rotating shaft casting of the present invention, it comprises the following steps: a, mold manufacture; b, sand mold manufacture; c, casting molding;
[0025] During the manufacturing of the sand mold in step b, the sprue 1 with the highest position is used as the molten iron inlet, the sprue 1 and the runner are alternately connected, the runner with the lowest position is connected with the ingate, and the ingate The channel communicates with the casting cavity.
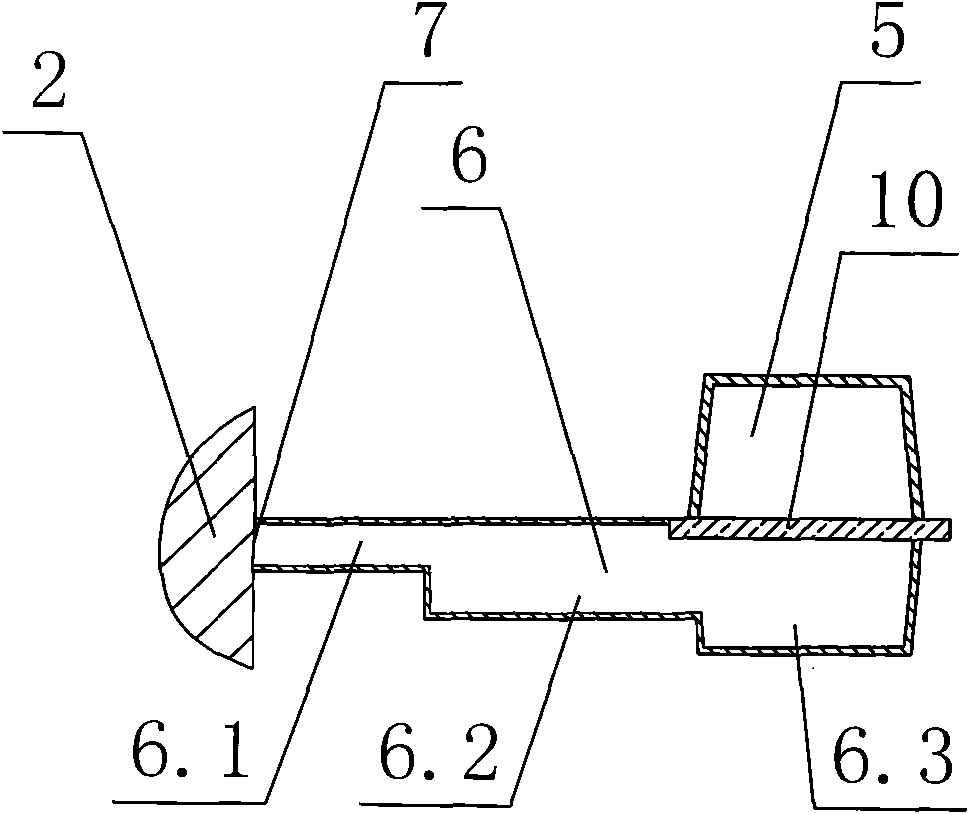
[0026] The runner is designed as the first runner 3 with the highest position, the second runner 4 in the middle and the annular runner 5 with the lowest position. The inner runners are designed as a plurality of radial runners 6 that are radially distribute...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More