

Thickness controlling method and control system in periodicity thickness changing strip rolling process
A technology of thickness control and strip rolling, which is applied in the direction of control/regulation system, program control in sequence/logic controller, rolling mill control device, etc., and can solve the problems that cannot meet the requirements of thickness control accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
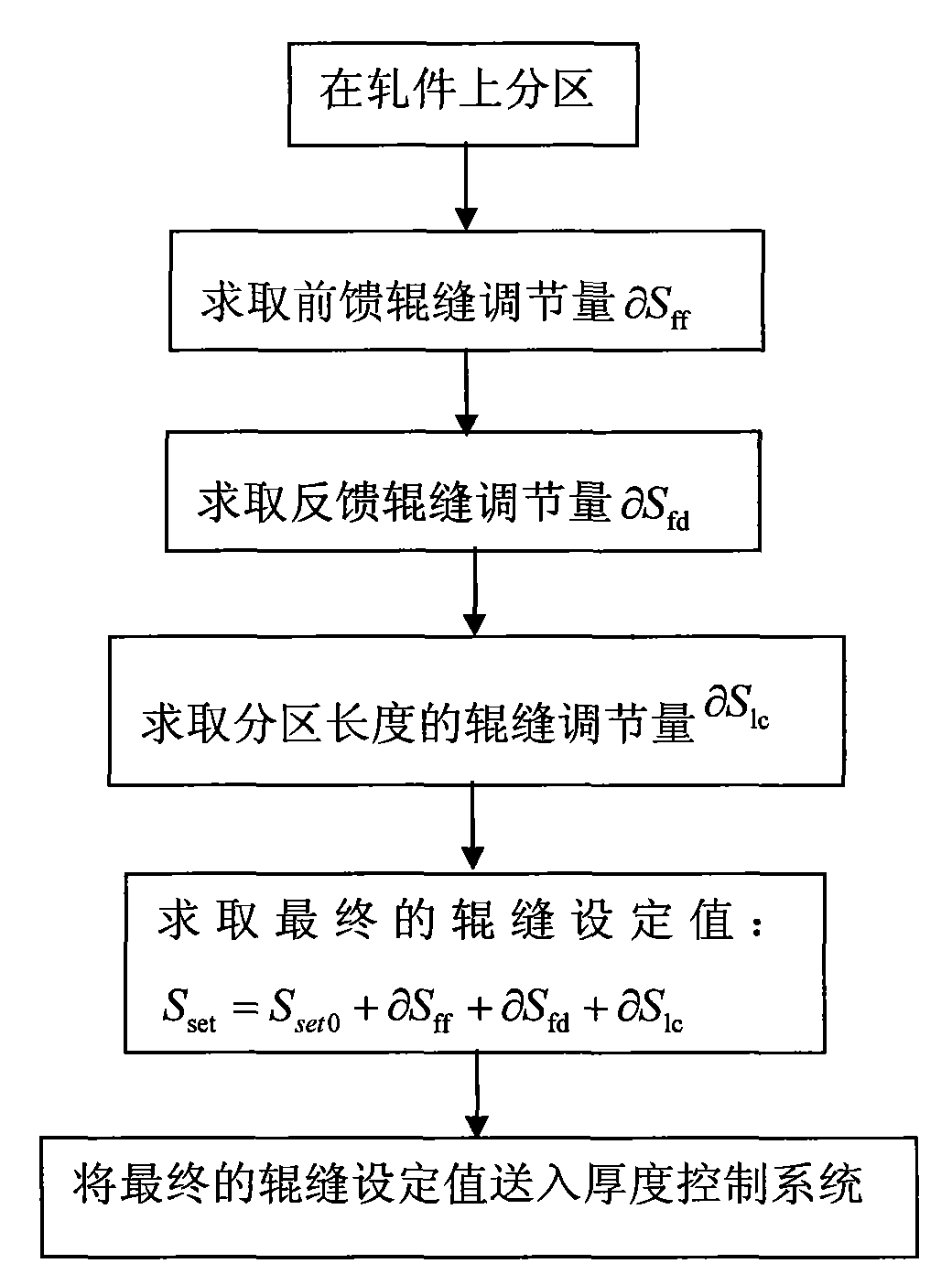
Method used
Image

Examples
Embodiment 1
[0173] The relevant parameters of the system of the present invention are as follows:
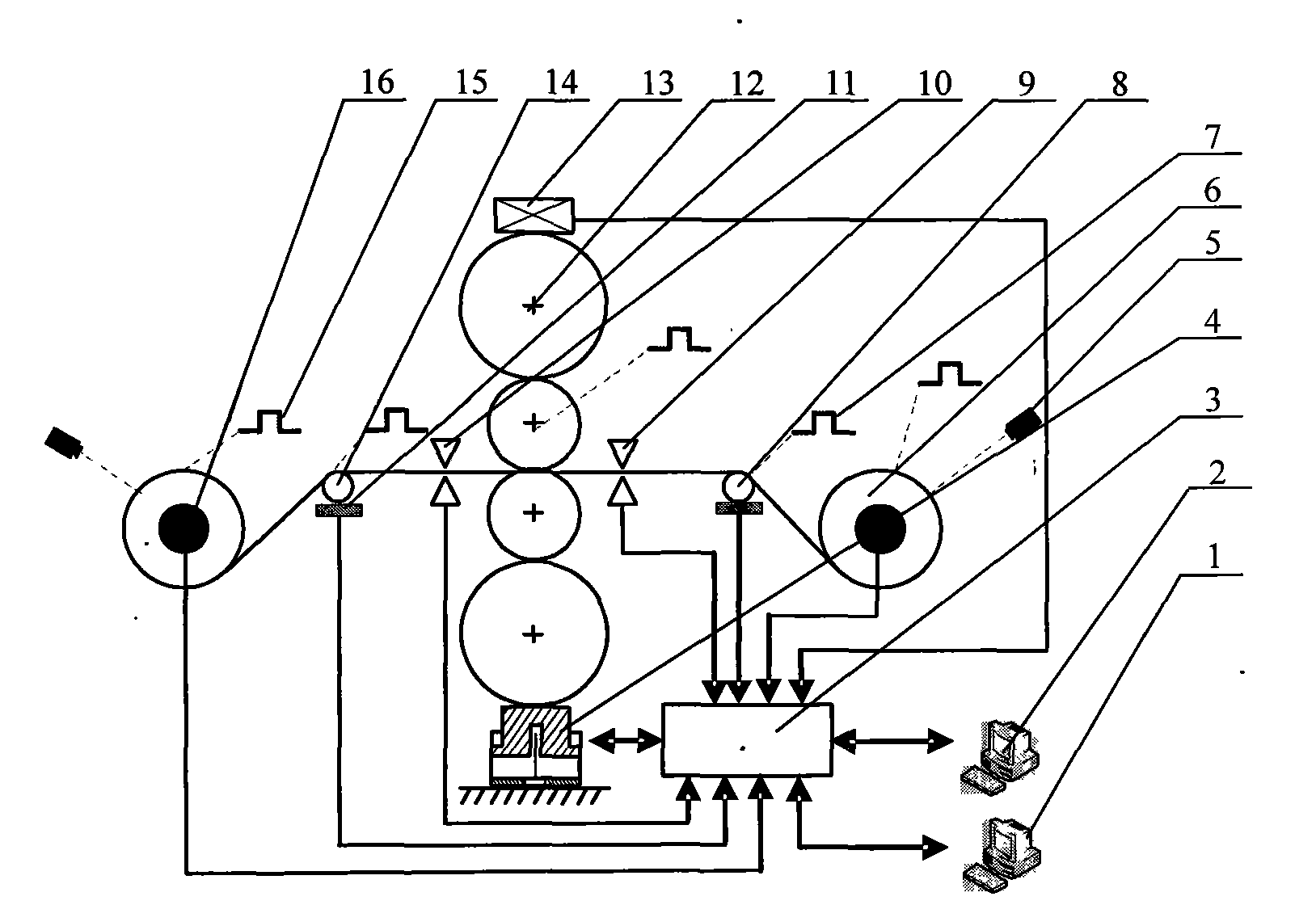
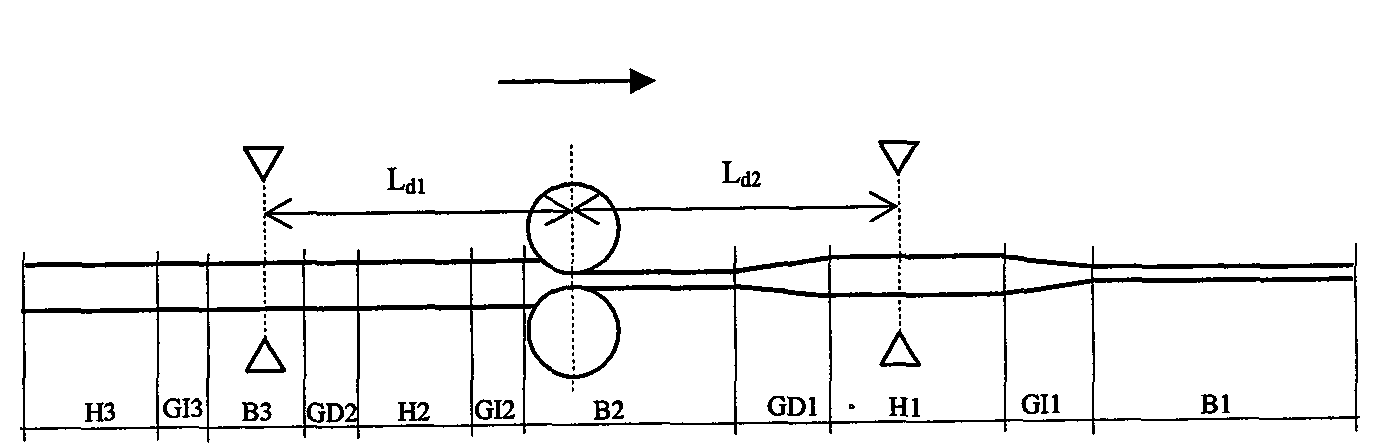
[0174] A 650mm four-high reversing rolling mill is adopted, and the distance between the entrance thickness gauge and the exit thickness gauge and the center line of the rolling mill is L d =1000mm, the two thickness gauges are X-ray thickness gauges, the measuring range is 0.1-5.0mm, the static accuracy 2σ=±0.10%, the repeatability is ±0.05%, the long-term stability is ±0.05% / 8h; the hydraulic cylinder The pressure is 22MPa, the response frequency of the hydraulic cylinder is 22Hz, and the step response time of 0.1mm is 31ms; the built-in displacement sensor of the hydraulic cylinder has a range of 100mm and a resolution of 0.001mm.
[0175] Incoming material status: Uniform thickness, steel type is IF, width 500mm, thickness 1.3mm.
[0176] Product size: the thickness of the thick zone is 1.2mm and the length is 300mm; the length of the transition zone is 50mm; the thickness of the thin ...
Embodiment 2
[0181] The relevant parameters of the system of the present invention are as follows:
[0182] A 650mm four-high reversing rolling mill is adopted, and the distance between the entrance thickness gauge and the exit thickness gauge and the center line of the rolling mill is L d =1000mm, the two thickness gauges are X-ray thickness gauges, the measuring range is 0.1-5.0mm, the static accuracy 2σ=±0.10%, the repeatability is ±0.05%, the long-term stability is ±0.05% / 8h; the hydraulic cylinder The pressure is 22MPa, the response frequency of the hydraulic cylinder is 22Hz, and the step response time of 0.1mm is 31ms; the built-in displacement sensor of the hydraulic cylinder has a range of 100mm and a resolution of 0.001mm.
[0183] Incoming material status: Uniform thickness, steel type is ST12, width 450mm, thickness 2mm;
[0184] Product size: thick zone thickness 1.5mm, length 200mm; transition zone length 100mm; thin zone thickness 0.8mm, length 200mm;
[0185] Rolling requ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More