

Secondary control rolling force forecasting method of hot mill
A technology of secondary control and rolling force, applied in the direction of rolling force/roll gap control, etc., to achieve the effect of high work efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
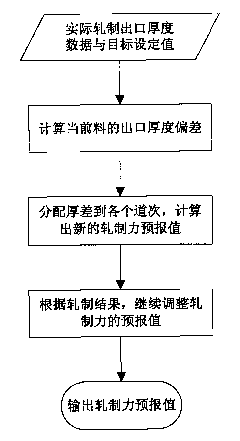
[0023] figure 1 It is a schematic diagram of the rolling force prediction method of the present invention. First, set the roll gap under the forecasted value of the initial rolling force, roll, and calculate the deviation between the actual exit thickness of the current material and the set target value according to the exit thickness of the strip at the last pass of rolling; These deviations are allocated to each pass in proportion, and the adjustment amount of rolling force on each pass is calculated to obtain a new forecast value of rolling force; then, according to the rolling results under the new forecast value of rolling force, further determine the rolling force. The amount of adjustment of the braking force, such a cycle makes the final outlet thickness meet the production requirements through a limited number of adjustments.
[0024] figure 2 It is a schematic diagram of the thickness difference distribution rate curve of each pass. The figure shows the distribut...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More