

In-mould decorating injection moulding method and mould
A technology of injection molding and in-mold decoration, which is applied in the direction of metal processing, etc., can solve the problems affecting the application of IMD parts, high requirements for punching process, and difficult mold processing, so as to simplify the molding process of in-mold decoration, reduce energy consumption and Process time and the effect of reducing product defect rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
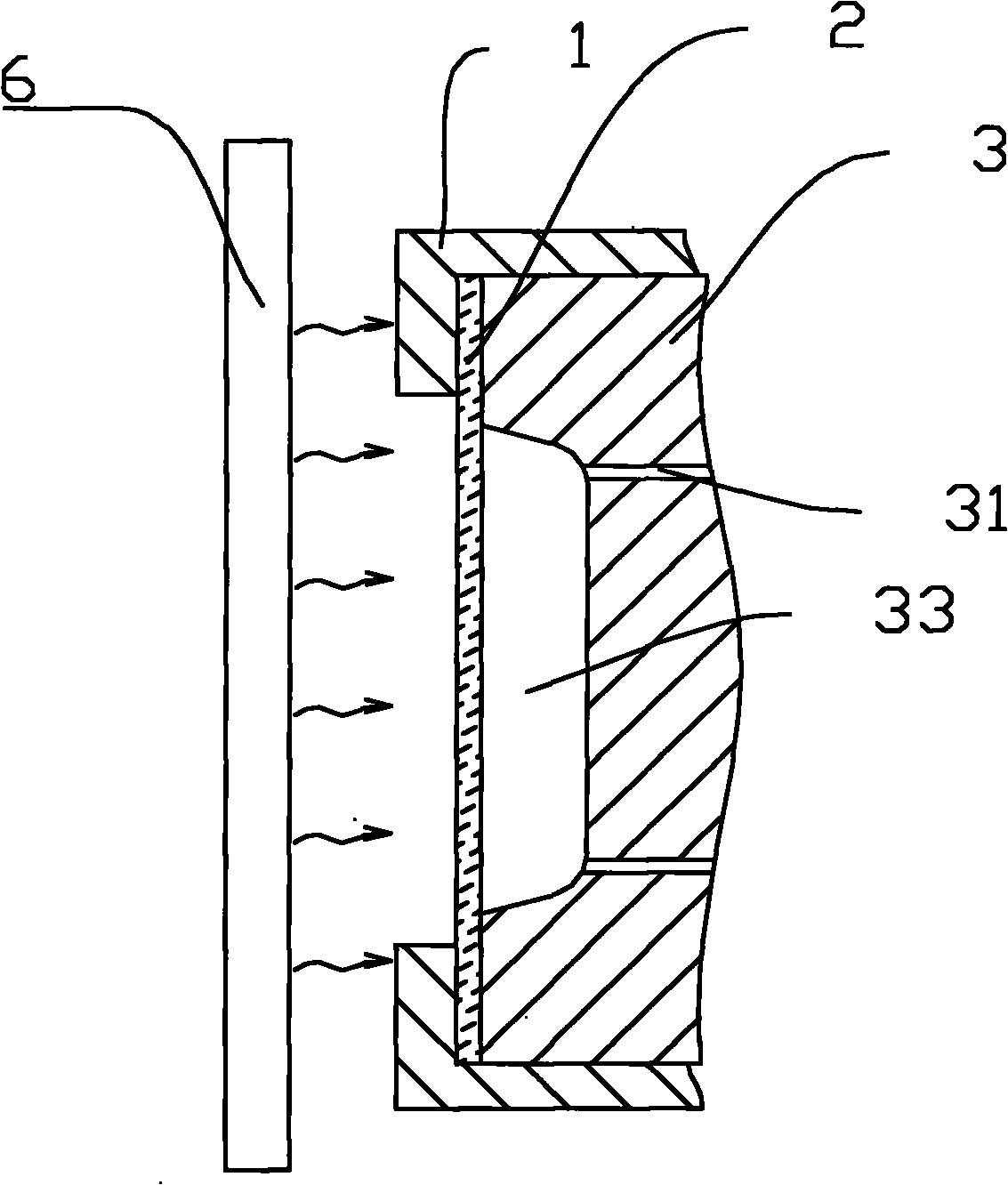
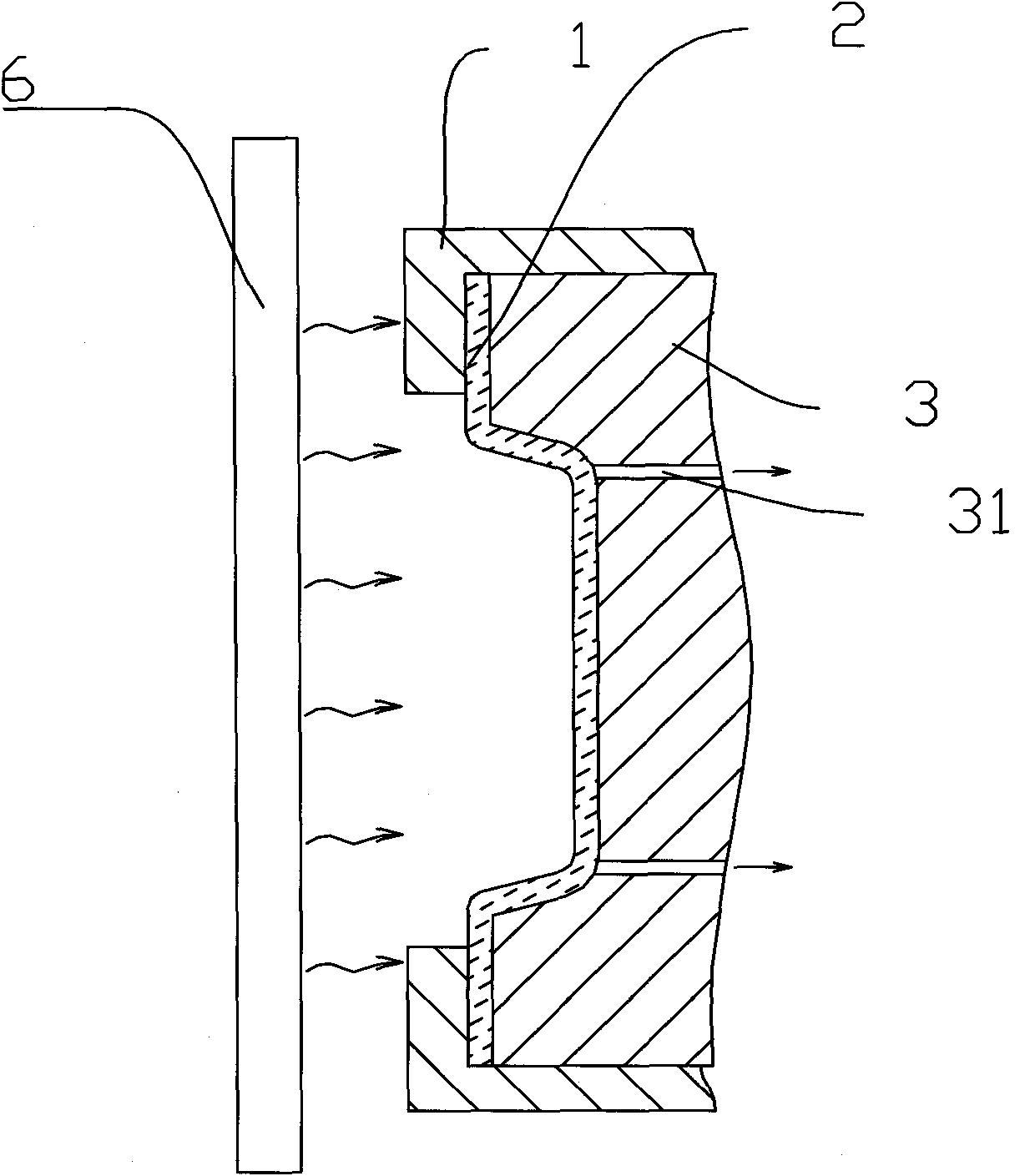
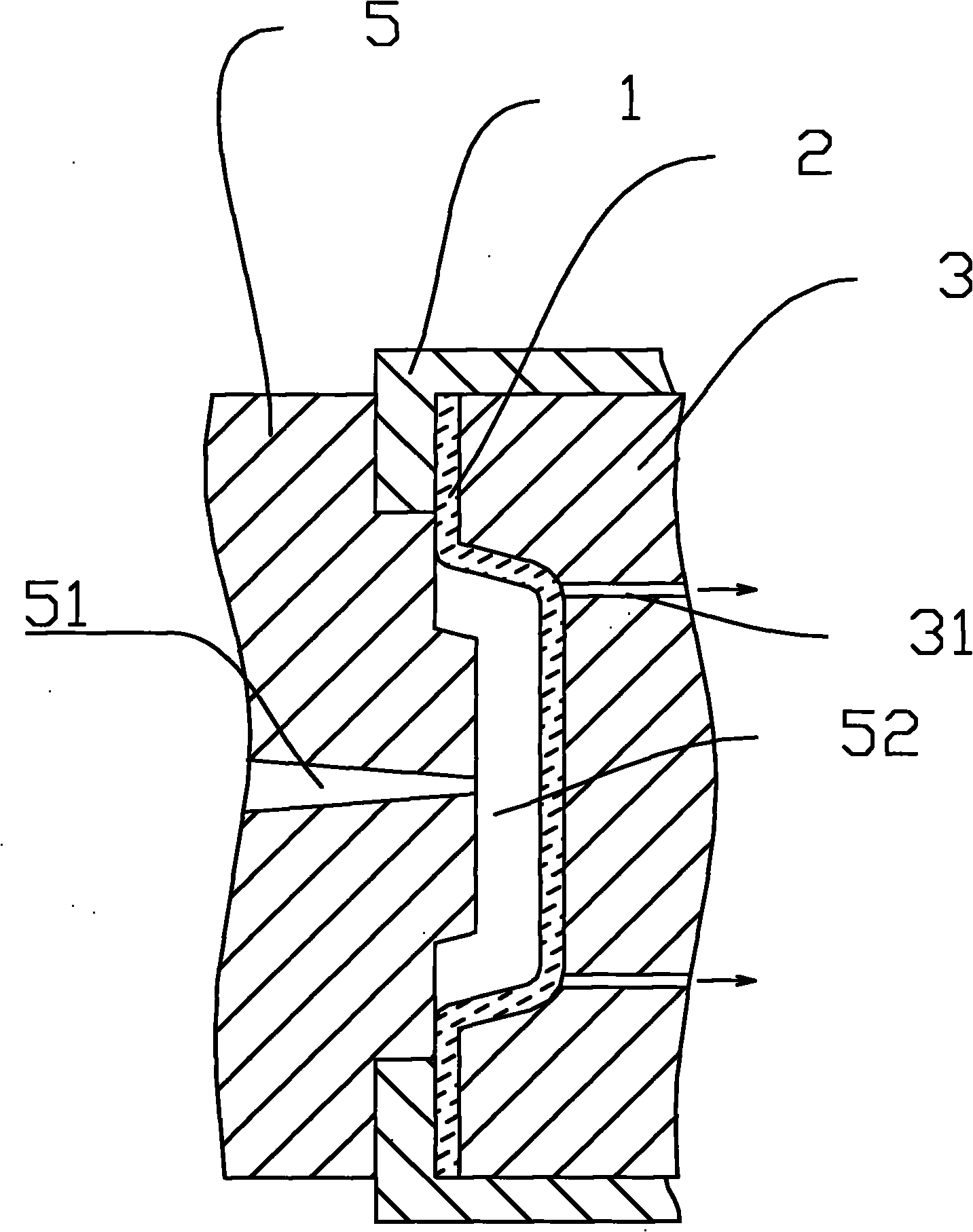
[0040] The present invention is described in detail below in conjunction with accompanying drawing:
[0041] Such as figure 1 , figure 2 , image 3 and Figure 4 Shown, the injection mold used among the present invention comprises die 3, and it has a cavity 33 (not shown in the figure); out) Unicom, and the other end communicates with the cavity 33 between the film 2 and the die 3. The die 3 is provided with a film press frame 1 for pressing the edge of the film 2 .
[0042] The vacuum pumping device can use a vacuum pump in the prior art, and also can use other equipment with the same function.
[0043] The convex mold 5 is movably installed, and the convex mold 5 can be far away from or close to the concave mold 3 . The punch 5 is provided with an injection gate 51 . After the punch 5 and the die 3 are closed, there is an injection molding cavity 52 between the punch 5 and the film 2 .
[0044] The heating plate 6 can generate heat and is set movably. The heating p...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More