

Manufacturing method of spiral bracket and spiral bracket
A helical and coating technology, which is applied in the manufacture of helical stents and the field of helical stents, can solve the problems of center deviation and coating layer center deviation, etc., and achieve the effects of prolonging life, high dielectric strength and high reliability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
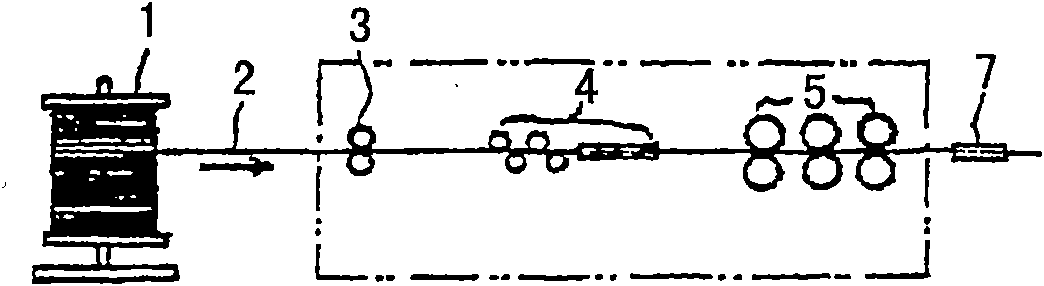
[0036] Embodiments of the present invention will be described below with reference to the drawings. figure 1 It is a schematic diagram of a device for feeding the tough metal core wire 2 wound on a spool forward (to the right in the drawing).
[0037] In this figure, reference numerals 5, 5... denote feed rollers, which are respectively arranged in a pair up and down, and are driven by a driving device not shown, and feed the metal wire 2 between grooves provided around the rollers. Here, reference numeral 3 is a guide roll, and reference numeral 4 is a straightening roll.
[0038] And, when the feed rollers 5, 5, ... are rotated, the metal core wire 2 can be fed forward, that is, toward the direction of the guide pipe 7.
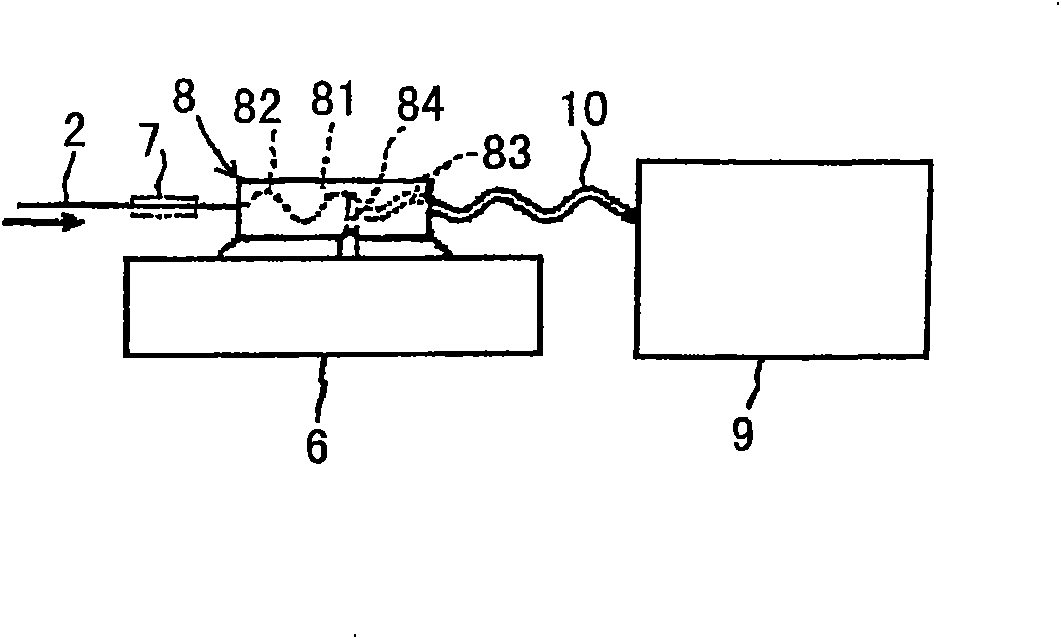
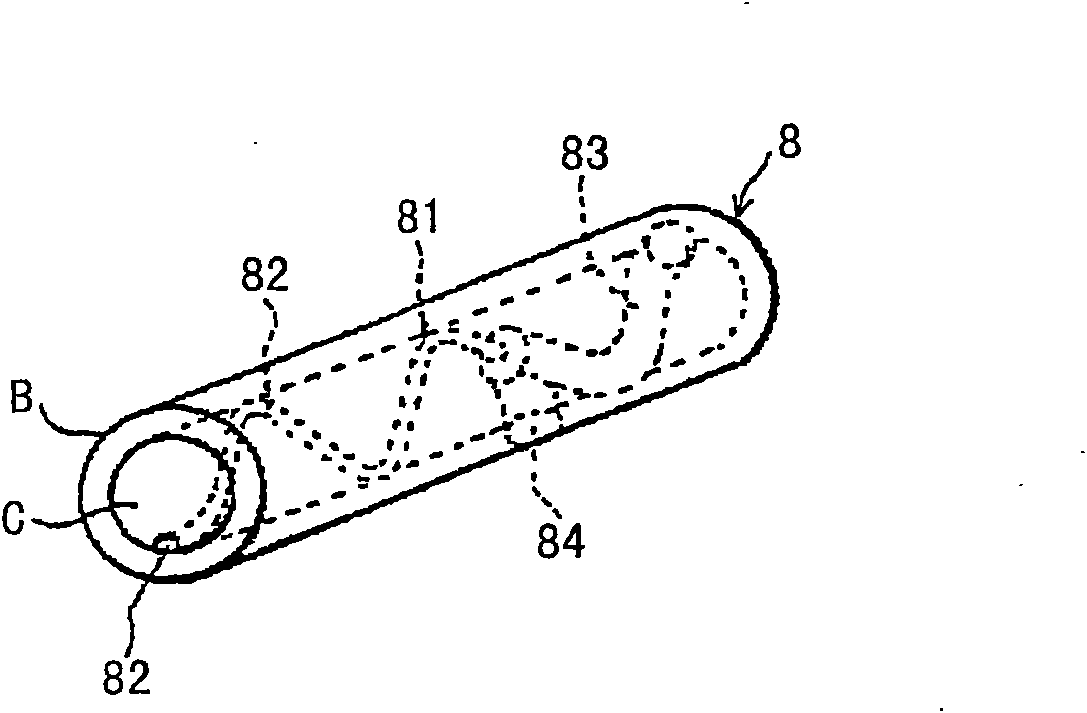
[0039] Next, the metal core wire 2 fed by the above process is introduced into the mold 8 provided with the long helical two-stage hole, and is forced to pass through the mold 8 to form the long helical metal wire, and the long helical wire is made of a po...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More