

Gravity casting process of all-metal mould of coupler aluminum part
A gravity casting and all-metal technology, which is applied in metal processing equipment, manufacturing tools, casting molding equipment, etc., can solve the problems of uneconomical, unenvironmental protection, high modeling requirements, etc., and achieve the effect of saving time and reducing costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
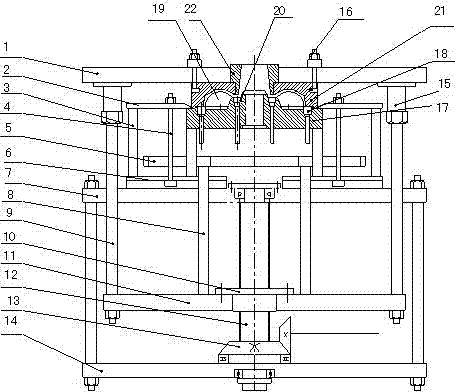
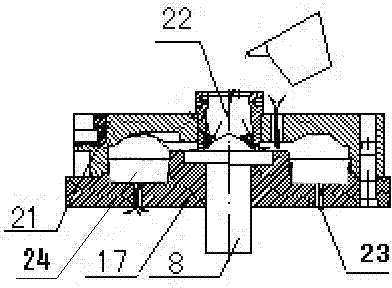
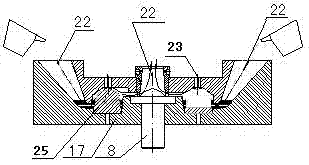
[0014] Embodiment: Take the YOXII400 turbine as an example to illustrate the all-metal mold gravity casting process. as the picture shows:
[0015] (1) The mold is preheated and closed. First, clean the dirt and residue on the surface of the YOX400 hydraulic coupling turbine mold, fix the inner core of the all-metal mold on the lower mold and integrate it, remove the inner and outer ejector pins on the mold, and put the mold and related components Put it into a baking oven, raise the temperature of the baking oven to 100-150°C, keep the temperature at a constant temperature for 30-60 minutes, and then raise the mold temperature evenly to 250°C. Take out the mold and spray release paint on the surface of the cavity and the components, and then put it in the furnace to keep the temperature for about 10 minutes. Pay attention to the inner and outer diameters of the inner and outer top rings of the mold to leave a thermal expansion gap of 0.5mm. Then fix the lower mold 17 taken ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More