

Method for controlling secondary cooling water spraying width during continuous casting of plate blank
A slab continuous casting and width control technology, which is applied in the field of secondary cooling water spray width control, to achieve the effects of avoiding corner cracks, preventing corner overcooling, and accurate control of secondary cooling water spray width
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0029] Hereinafter, preferred embodiments of the present invention will be described in detail with reference to the accompanying drawings. It should be understood that the preferred embodiments are only for illustrating the present invention, but not for limiting the protection scope of the present invention.
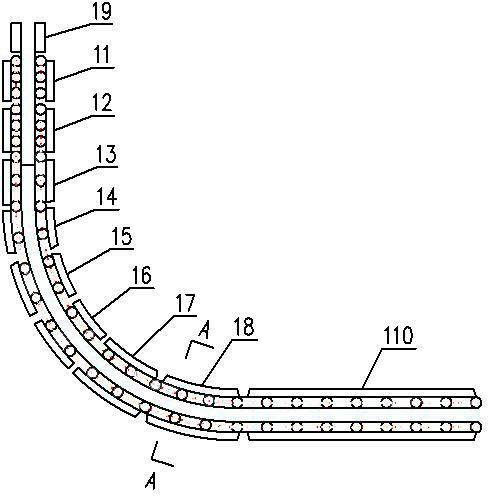
[0030] figure 1 Shown is a schematic diagram of the existing slab continuous casting machine with secondary cooling water spray width control function, the general structure includes: each secondary cooling section before the straightening area (the figure contains 8 in total, the actual situation can be adjusted according to the actual situation, in order Numbers are 11 to 18, wherein 18 is the second cooling section of the straightening zone); 19 is the crystallizer; 110 is the horizontal section;
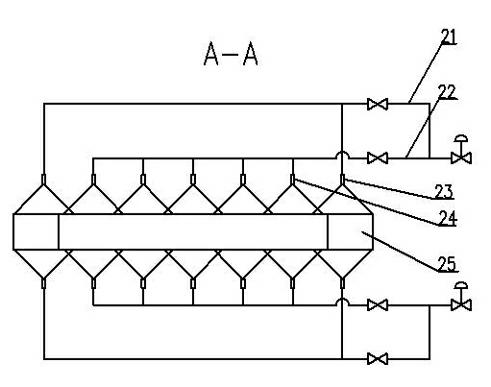
[0031] figure 2 for figure 1 In the sectional view of A-A, there is an edge nozzle circuit on both sides of each secondary cooling section. Wherein 21 is a side nozz...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More