

Method for grinding and positioning inner ring of third-generation wheel hub bearing
A positioning method and hub bearing technology, applied in the field of bearing ring processing, can solve problems such as endangering personal safety, poor processing accuracy, and tilting
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
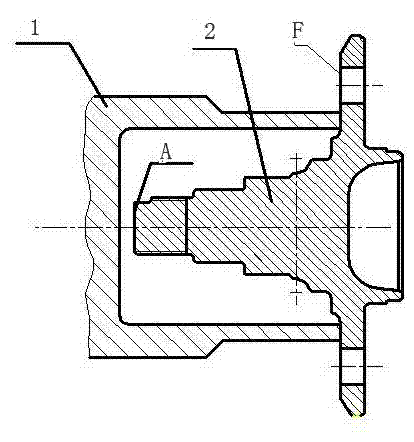
[0011] The present invention will be described with reference to the drawings and specific embodiments :
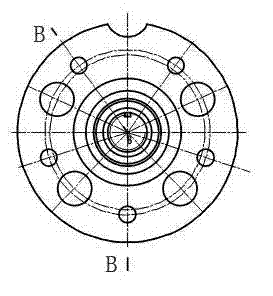
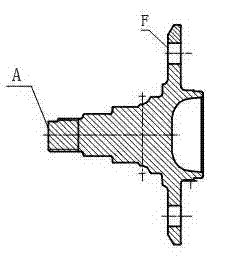
[0012] Such as figure 1 Shown and referenced figure 2 , image 3 , A third-generation method for grinding and positioning the inner shaft ring of a hub bearing, using an electromagnetic centerless clamp as a grinding positioning tool for processing the inner shaft ring 2 of a hub bearing; in the grinding and positioning method, the electromagnetic centerless clamp The length of the inner cavity of the magnetic pole 1 is greater than the distance between the end face A of the stepped solid shaft of the bearing inner shaft ring and the inner end face F of the flange plate at one end of the bearing inner shaft ring to be processed; The solid shaft is located in the cavity of magnetic pole 1, and the inner end surface F of the flange located at one end of the bearing inner shaft ring is adsorbed and attached to the end surface of the open end of magnetic pole 1, so that the bea...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More