

Elongation rate distribution method for high-strength steel straightening and leveling unit
A distribution method, high-strength steel technology, applied in the direction of elongation control, metal rolling, manufacturing tools, etc., can solve the problems of uneven heating, high residual stress level of high-strength steel products, etc., to achieve the effect of ensuring performance quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0025] On the basis of Example 1, the total elongation of the unit is set according to the required yield strength of the high-strength steel product at the end of the process section; subsequently, the set value of the total elongation is distributed in proportion to the straightening machine and the tempering machine for straightening The leveling process is pre-set, and the pressing depth of the upper roll of the leveler is set in a pre-set manner, and the rolling force is pre-set through the rolling force control system; after that, the processing is detected in real time by using the unit inlet and outlet speed measuring devices Finally, compare the detected total elongation of the processed high-strength steel with the set value of the total elongation, and dynamically adjust the rolling force of the temper mill in real time to ensure that the high-strength steel product at the end of the process section The total elongation, while using the leveler to reduce the residual...
Embodiment 2
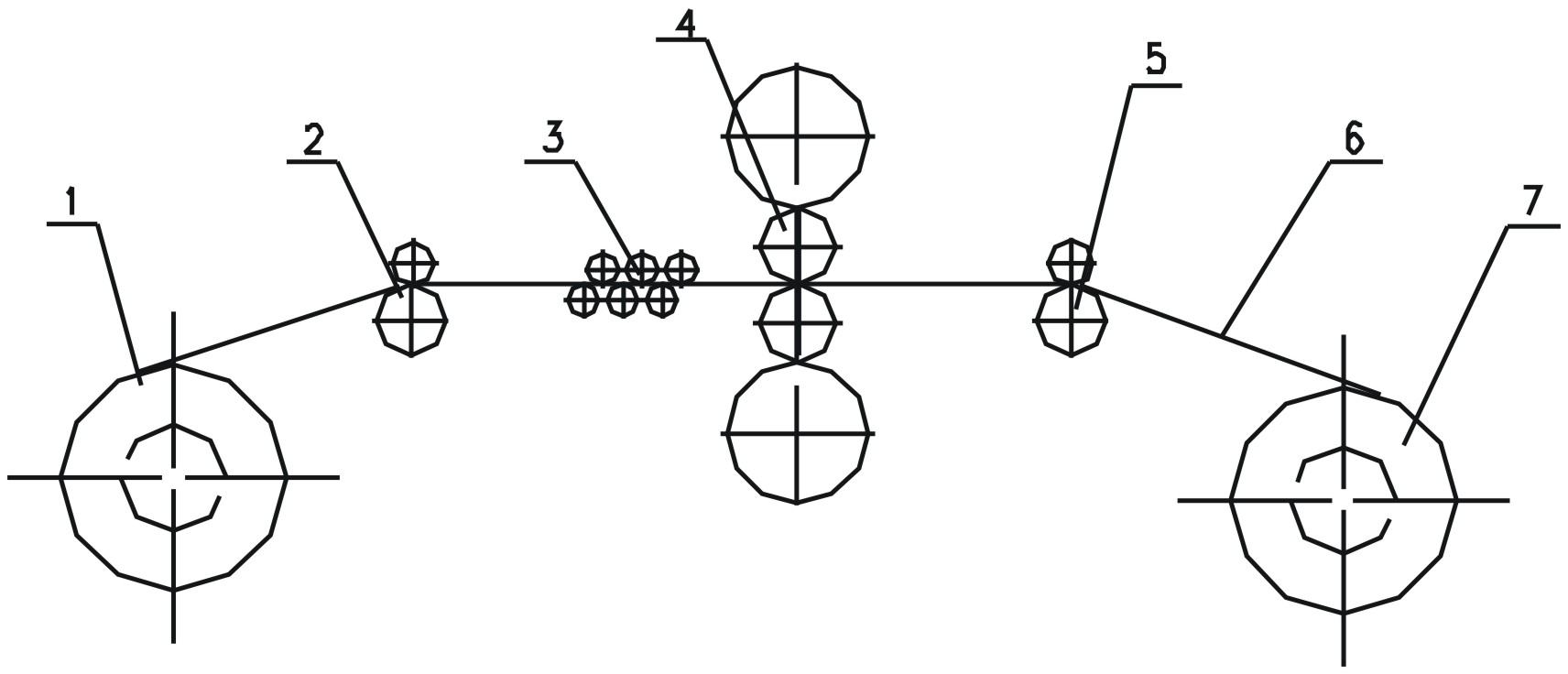
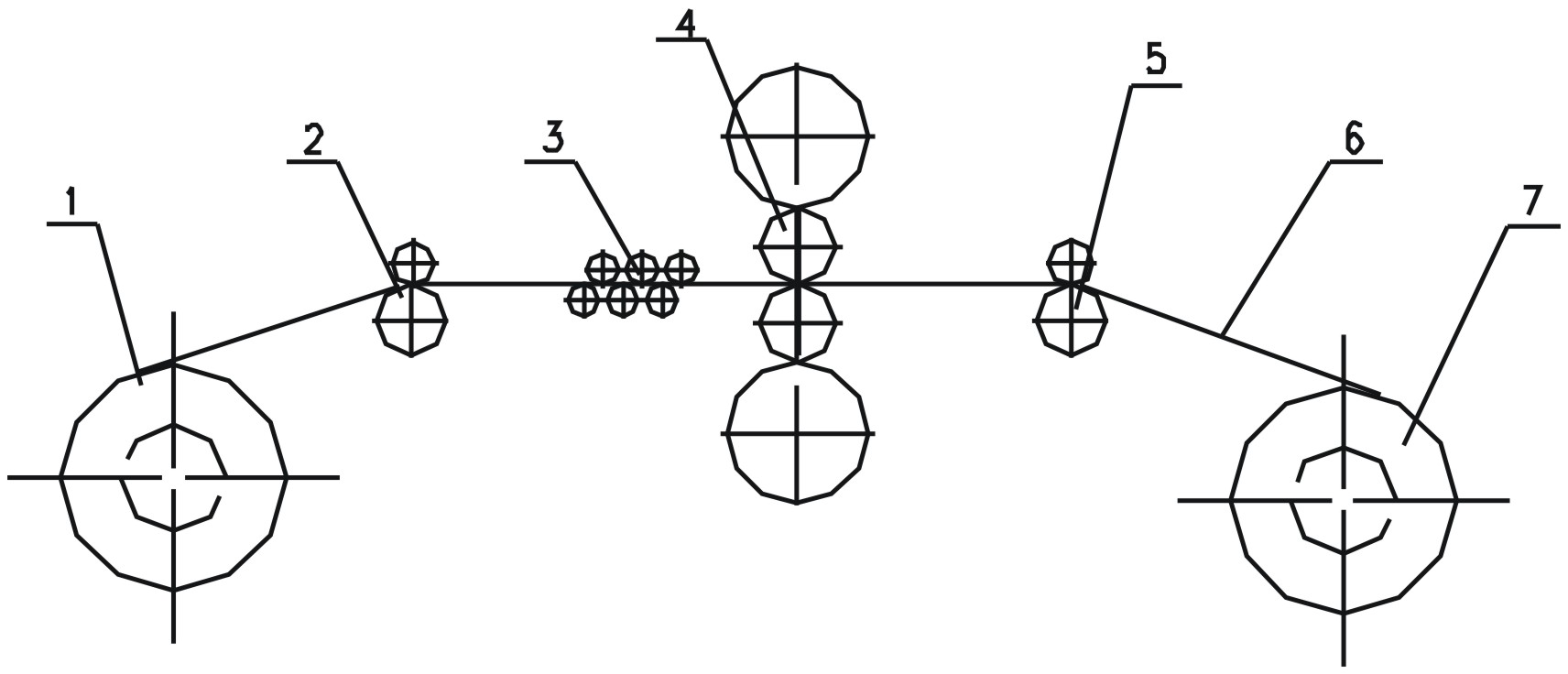
[0027] Set the total elongation setting value of the unit according to the allowable yield strength of the final product in the process section, and use the speed measuring encoder on the turning pinch roll 2 at the entrance of the unit and the speed measuring encoder on the turning pinch roll 5 at the exit to measure the total elongation of the strip after processing. The elongation rate is detected and controlled. The specific control method is as follows: the total elongation setting value is distributed to the straightener 3 in proportion, and the pressing depth of the upper roller of the straightening machine is set in a preset manner; the remaining ratio of the total elongation setting value is distributed to The tempering machine 4 pre-sets the rolling force; when there is a deviation between the total elongation of the strip processed in the straightening and leveling process section and the set value of the total elongation, the deviation signal is fed back to the temp...
Embodiment 3
[0030] Embodiment 5: On the basis of the above-mentioned embodiment 1 or 2, distribute 80% to 85%, such as 81%, 83% or 84%, of the total elongation to the straightening machine 3, and set it in a preset manner The pressing depth of the upper roll of the straightening machine; the remaining proportion of the total elongation is distributed to the tempering machine 4 to pre-set the rolling force; When there is a deviation between the fixed values, the deviation signal is fed back to the rolling force control system of the temper mill 4, and the rolling force adjustment of the temper mill 4 is used to ensure the stability of the total elongation of the process section, and then fully reduce the While maintaining the residual stress level of the steel, the performance quality of the product is guaranteed.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More