

Method for forecasting and controlling additional shape waves in steel coil unloading and cooling process
A cooling process, steel coil technology, applied in the direction of electrical program control, total factory control, total factory control, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
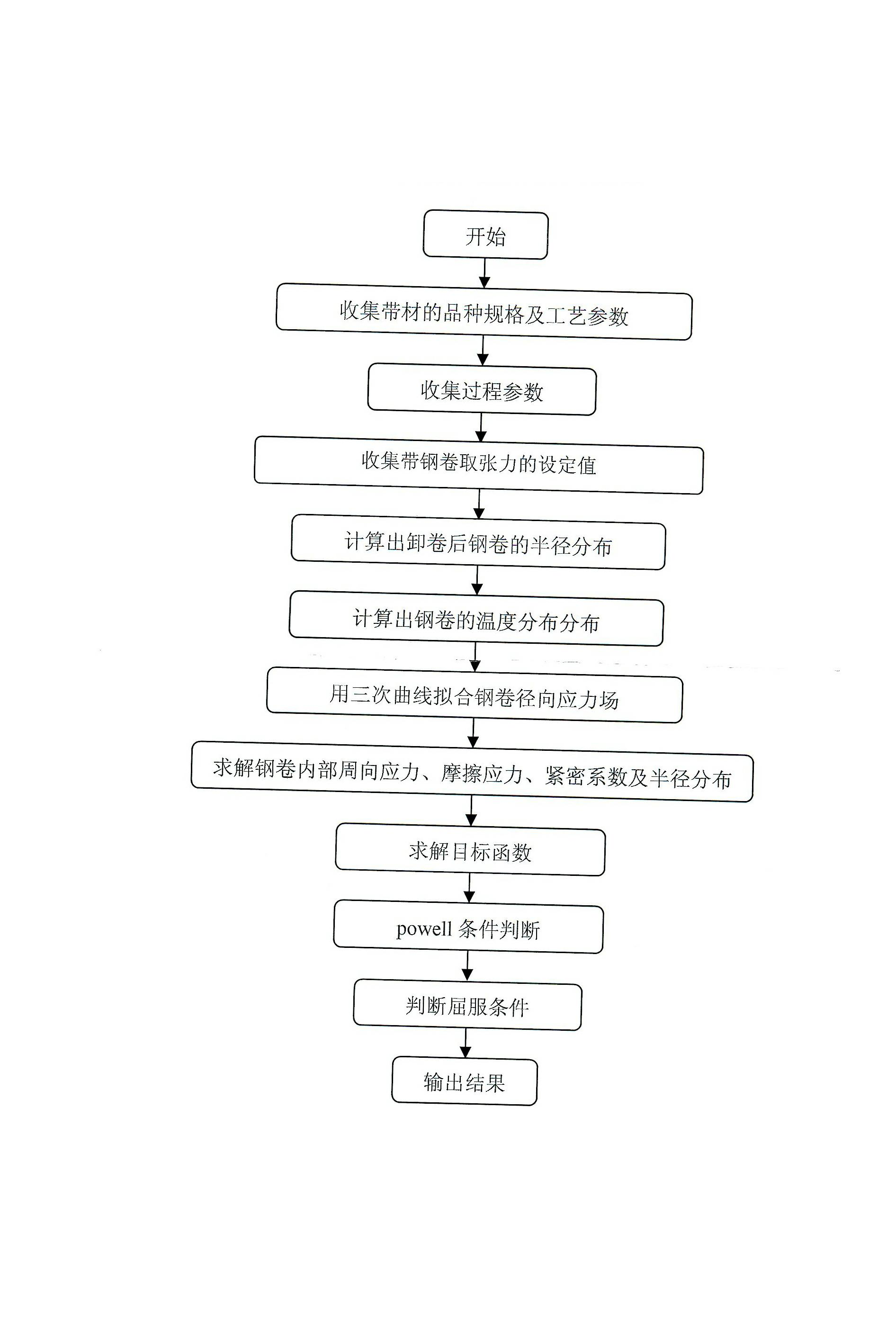
Method used
Image

Examples
Embodiment 1
[0053] This embodiment calculates the distribution of the cooling stress field of 150 layers of hot-rolled steel coils, namely . Now take carbon steel with a specification of 5mm×1200mm as an example to describe the specific implementation process of calculating the additional wave shape prediction during the unloading and cooling process of hot-rolled steel coils. The calculation results are shown in the attached Figure 5 , 6 , 7, 8 shown.
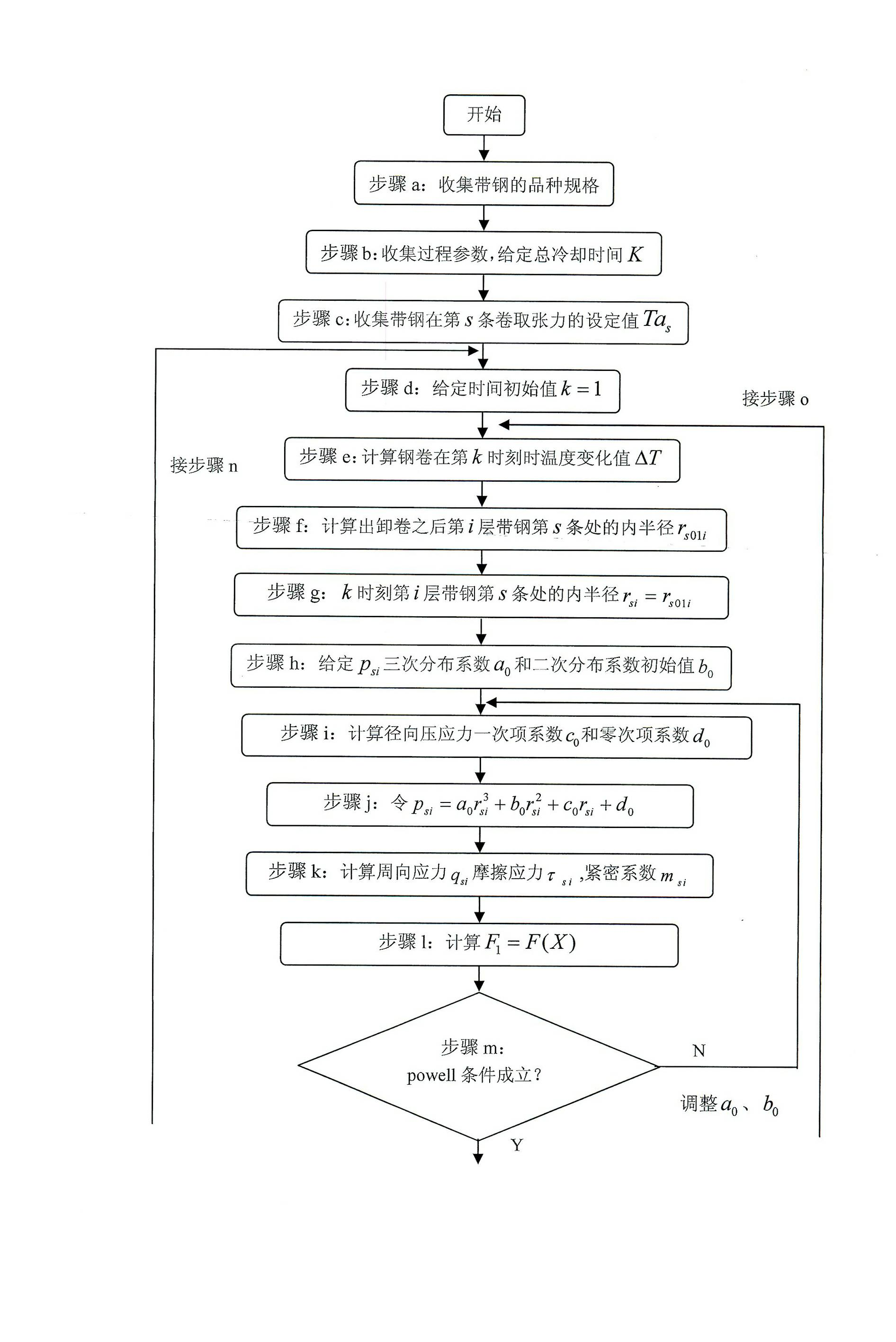
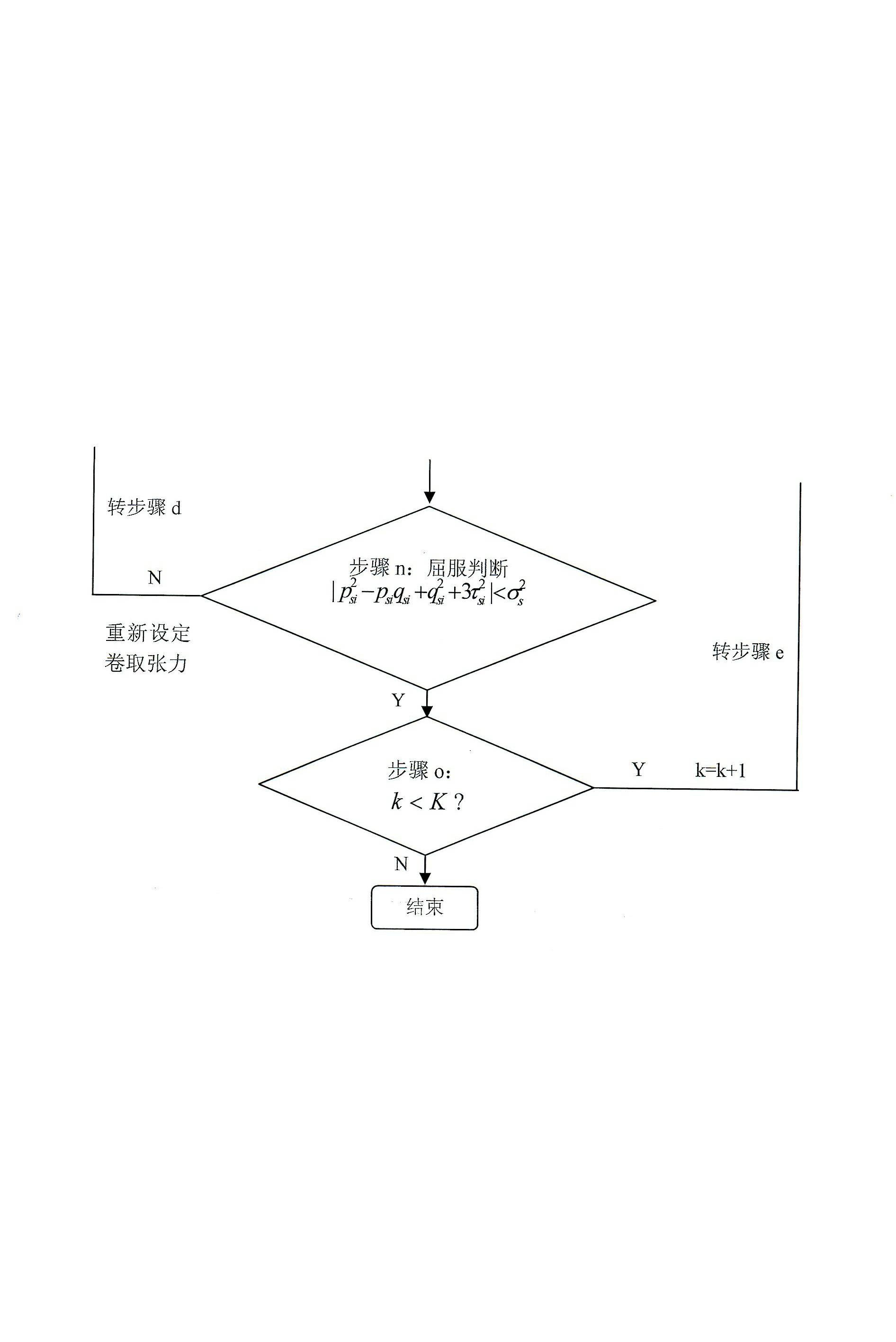
[0054] First, in step 1, the variety specifications and process parameters of the strip steel are collected, mainly including: Poisson's ratio of the strip steel material , Strip elastic modulus (Where T is the coil temperature value, unit ), the yield limit of the strip , strip width , The correction coefficient for the difference between theory and reality in the formula of steel coil tightness coefficient , the maximum value of strip surface roughness , coefficient of friction , Coil layers , Strip element number ...
Embodiment 2
[0089] In order to further illustrate the basic idea of the present invention, the distribution of the cooling stress field of 1000 layers of cold-rolled steel coils is calculated as an example of carbon steel with a specification of 1mm × 1000mm, namely . Describe the specific implementation process of calculating the additional wave shape forecast in the unloading and cooling process of cold-rolled steel coils. The calculation results are shown in the attached Figure 9 , 10 , 11, 12 shown.
[0090] First, in step 1, the variety specifications and process parameters of the strip steel are collected, mainly including: Poisson's ratio of the strip steel material , Strip elastic modulus (Where T is the coil temperature value, unit ), the yield limit of the strip , strip width , The correction coefficient for the difference between theory and reality in the formula of steel coil tightness coefficient , the maximum value of strip surface roughness , coefficient of...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More