

Control method for strip shape in rolling of cold-rolling strip steel by two-stand temper mill
A technology for shape control and cold-rolled strip, applied in contour control and other directions, and can solve problems such as not being fully satisfied
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
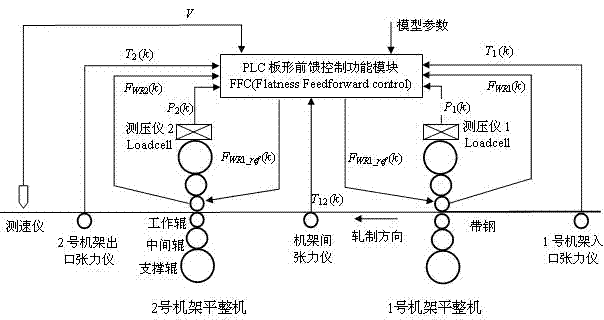
[0190] Taking a two-frame six-roll skin pass mill as an example, the realization process of the flatness feedforward control method of the present invention is described in detail.
[0191] like image 3 Shown, the equipment composition relevant to the present invention in the two-frame leveling machine comprises:
[0192] No. 1 rack inlet tension meter used to detect the tension of the No. 1 rack inlet strip;
[0193] Frame leveling machine No. 1, with upper and lower work rolls, upper and lower intermediate rolls, upper and lower support rolls, used to control the shape of the work roll and intermediate roll bending of the steel plate at the exit of the frame Executing agencies, etc.;
[0194] The No. 1 rack side pressure instrument Loadcell used to detect the rolling force of the No. 1 rack;
[0195] Inter-frame tension meter for detecting strip tension between No. 1 rack and No. 2 rack;
[0196] Frame leveling machine No. 2, with upper and lower work rolls, upper and l...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More