

Method for setting load distribution of finish rolling band steel
A load distribution and setting method technology, applied in metal rolling, metal rolling, rolling mill control devices, etc., can solve the problems of low adjustment efficiency, insurmountability, and poor coordination between stands
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
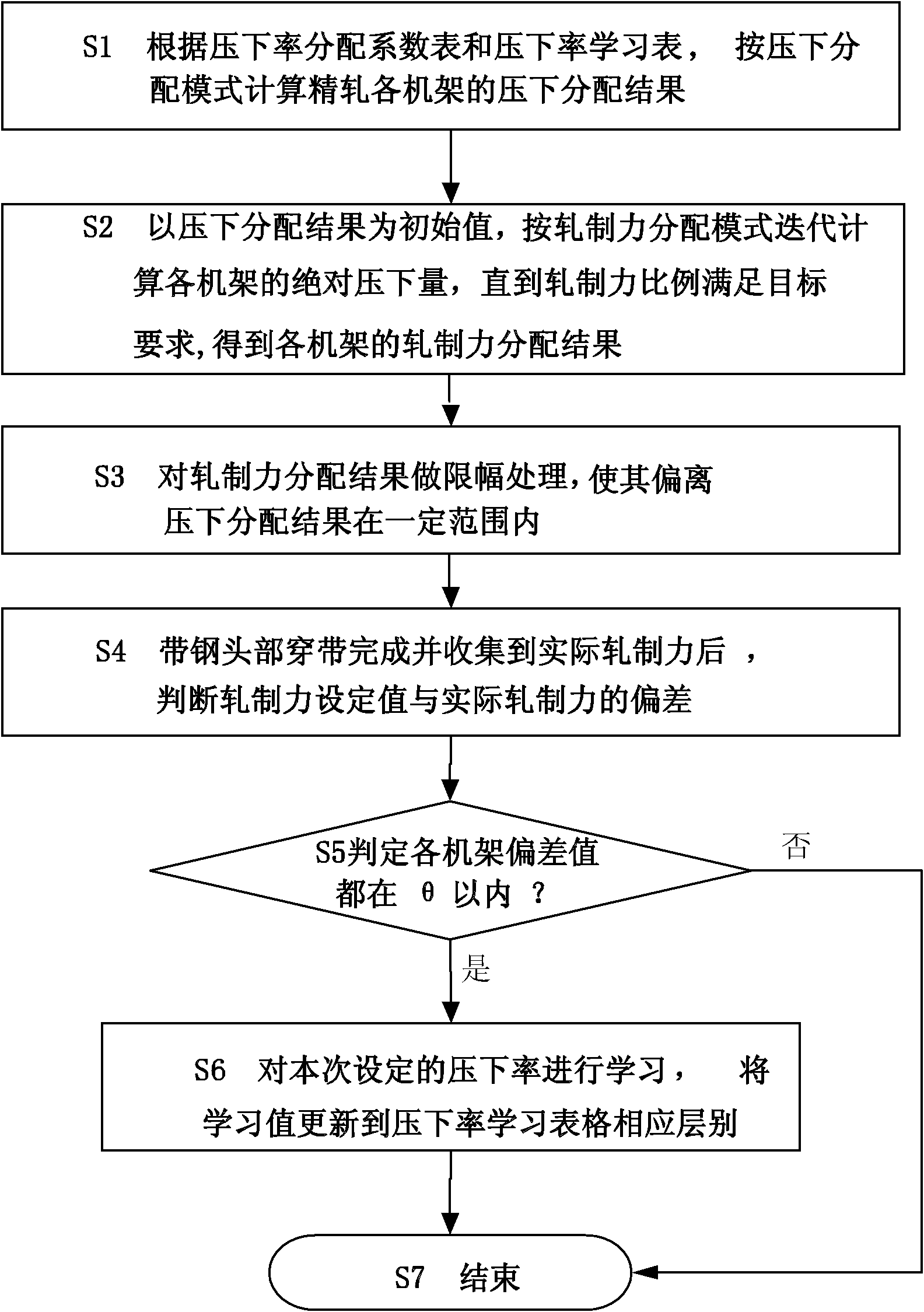
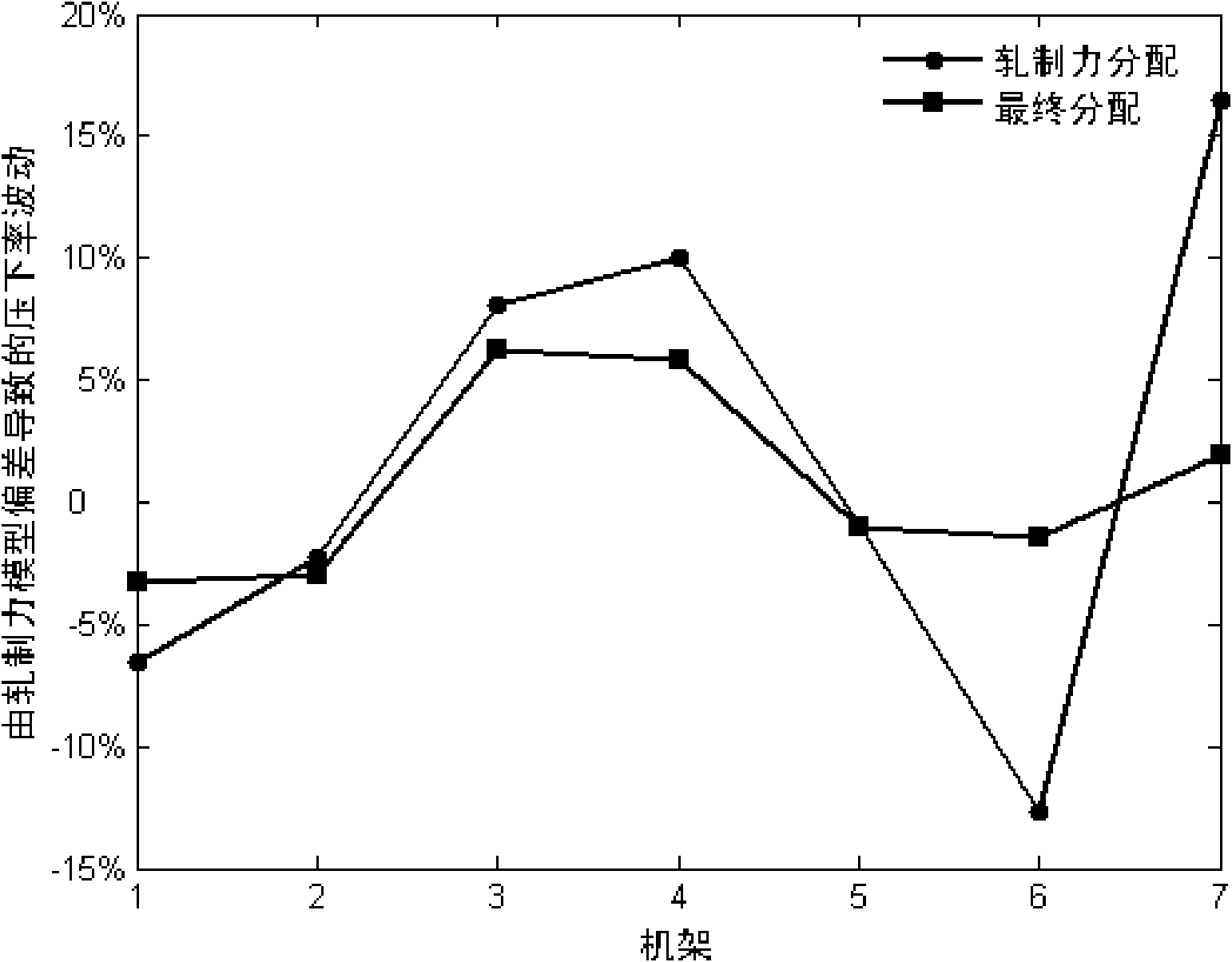
[0180] Focus on explaining the entire calculation process. The final result is the distribution of rolling force after reduction distribution and limiting, which overcomes the disadvantages of large fluctuations in stand reduction rate when rolling force distribution is used alone (in this case, when the error of the rolling force model is large and the process conditions change greatly occurs, the rolling force distribution needs to adjust the reduction rate to meet the requirements of the rolling force ratio of each stand, so the reduction rate fluctuates greatly; when the reduction distribution is used, the reduction rate of each stand remains almost unchanged), It is beneficial to improve the setting accuracy and rolling stability of the rolling schedule of the finished strip steel.
[0181] The information of a certain strip is as follows: the thickness of the intermediate billet is 40.69mm, the thickness of the final rolling is 2.0mm, the width of the strip is 1233.6mm, ...
Embodiment 2
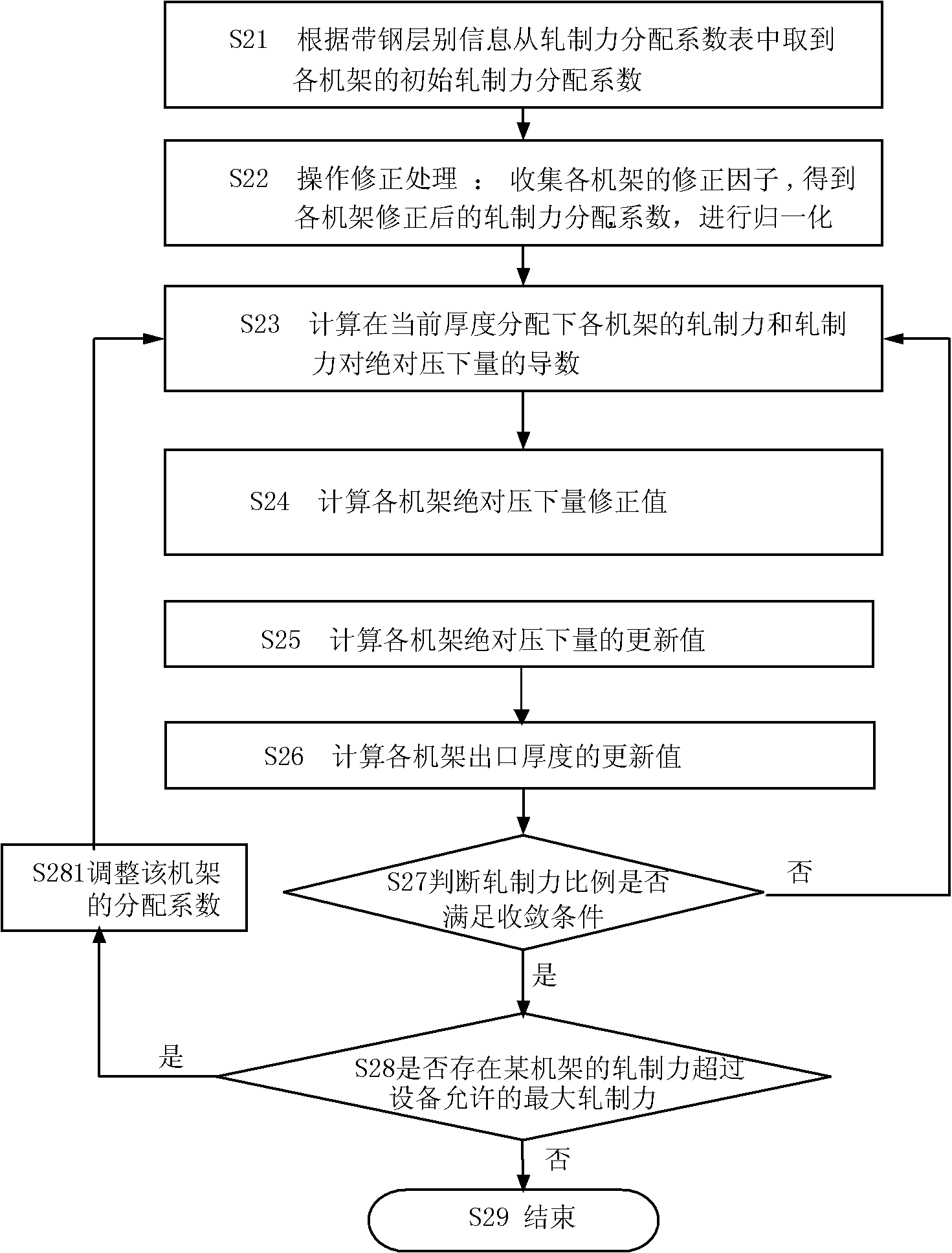
[0225] Rack equipment limit testing.
[0226] Strip steel information: the thickness of the intermediate billet is 42.308mm, the thickness of the final rolling is 4.597mm, and the number of passes is n=7. The rolling force distribution coefficient required in step S2 is as follows in Table 15:
[0227] SGF
THICK
α1
α2
α3
α4
α5
α6
α7
11002
16
1
0.98
0.88
0.78
0.62
0.45
0.36
[0228] Rolling force overrun inspection
[0229] For the convenience of comparison, the load distribution in two cases is calculated separately: one is that there is no limit to the maximum rolling force of F2; the other is that the maximum rolling force of F2 is limited, assuming The calculation results are compared in Table 16 below.
[0230]
F1
F2
F3
F4
F5
F6
F7
α i
1
0.98
0.88
0.78
0.62
...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More