

Hydraulic forming device and method of reducing cylindrical part
A technology for hydroforming and cylindrical parts, applied in the field of hydroforming devices, can solve the problems of high cost, difficult to process and form, poor forming performance, etc., and achieve the effect of improving production efficiency and overall quality, and being easy to disassemble
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
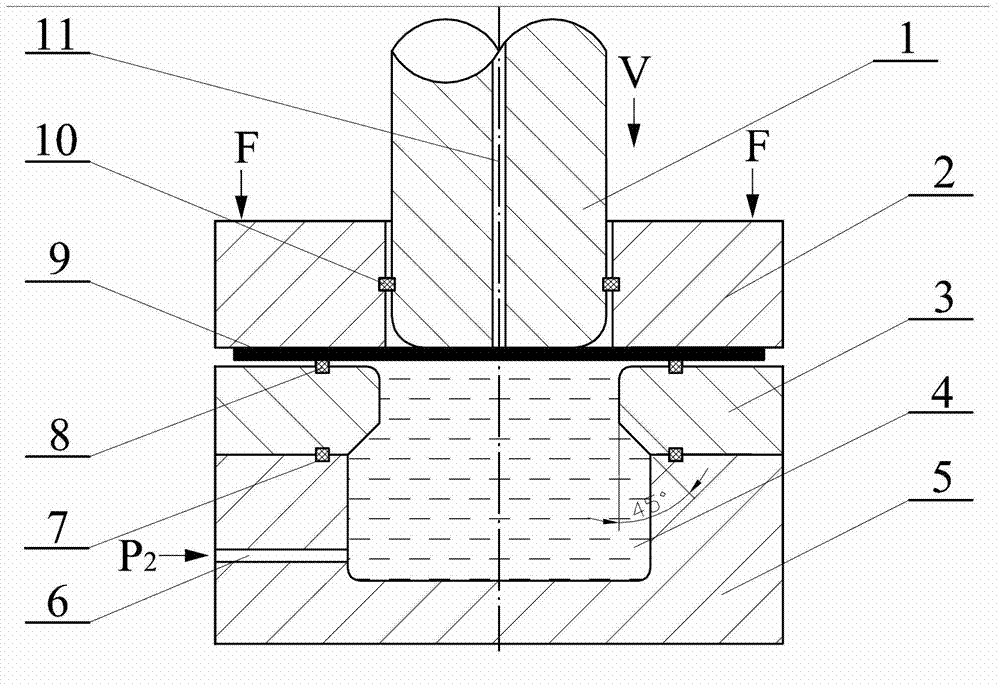
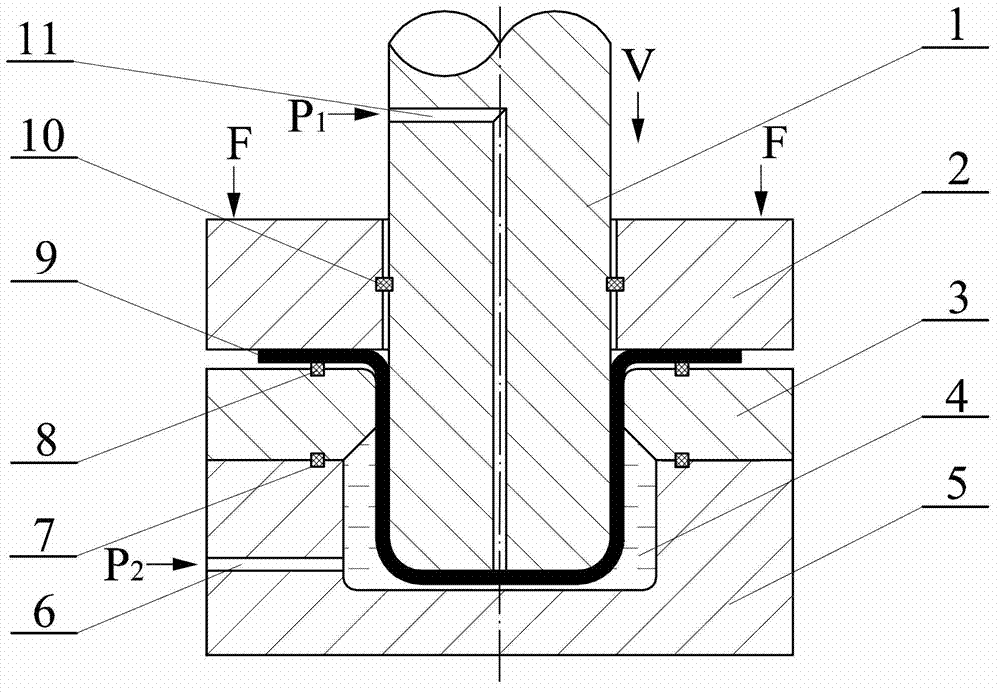
[0017] Specific implementation mode one: the following combination figure 1 , figure 2 and image 3This embodiment will be specifically described. The device includes a lower die 5, which is provided with an injection hole 6 communicating with the force transmission medium cavity 4, and injects the force transmission medium into the lower die 5 through the injection hole 6 during operation; the lower die 5. The upper end is open, and the lower die 5 and the upper die 3 are connected by fit to form a complete stepped diameter-reducing cylindrical die, wherein the angle of the diameter-reducing steps at the 3 places of the upper die is 45° (the step angle is the axis of the step surface Angle with the vertical direction), a sealing ring 7 is provided between the lower die 5 and the upper die 3 to prevent medium leakage; Sandwiched between the upper die 3 and the blank holder 2, a certain gap is left between the upper die 3 and the blank holder 2 and a sealing ring 8 is provi...
specific Embodiment approach 2
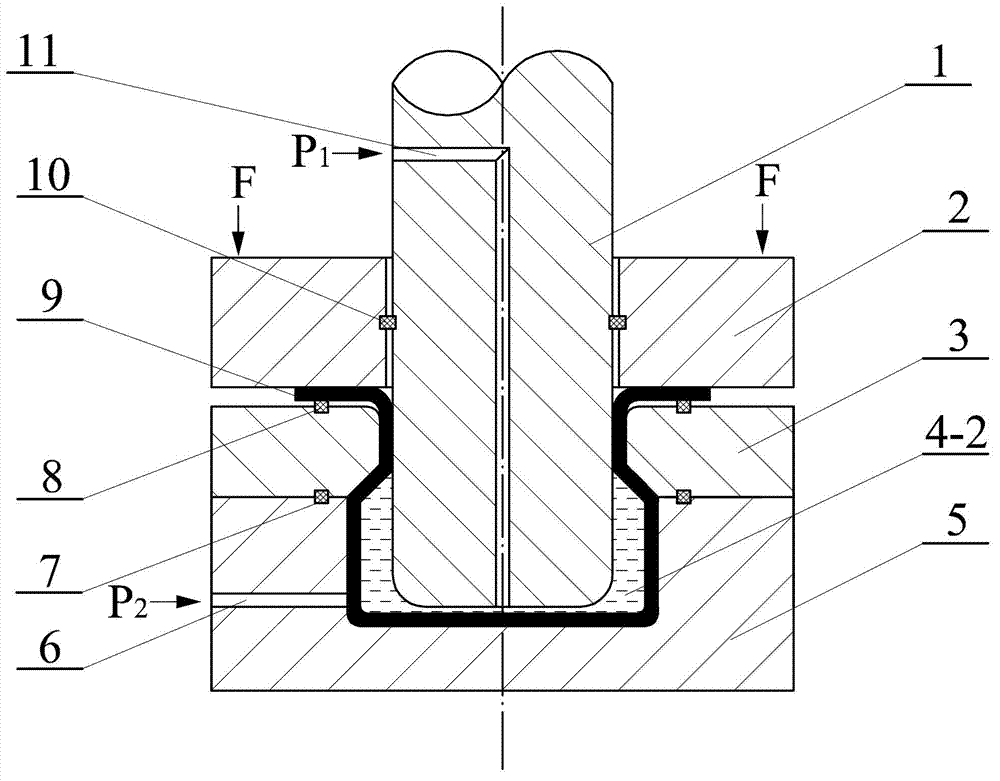
[0018] Specific implementation mode two: the following combination Figure 4 , Figure 5 This embodiment will be specifically described. The difference between this embodiment and the first embodiment is that the angle of the diameter-reducing step at the upper die 3 is 30°, and the other components are the same as the first embodiment.
specific Embodiment approach 3
[0019] Specific implementation mode three: the following combination Figure 6 , Figure 7 This embodiment will be specifically described. The difference between this embodiment and specific embodiment 1 is that the forming cylindrical part is a tapered cylinder whose outer diameter increases linearly from top to bottom, and the lower die 5 and the upper die 3 form a complete tapered die, wherein The upper die 3 is provided with a medium injection hole, and other components and structures are the same as those in the first embodiment.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More