

Excavator guide assembly guiding aluminum wheel mould and die casting process
A technology of guide components and excavators, applied in the field of die-casting molds, can solve the problems of low production efficiency and high cost, and achieve the effects of reduced production costs, improved production efficiency, and small sand holes
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
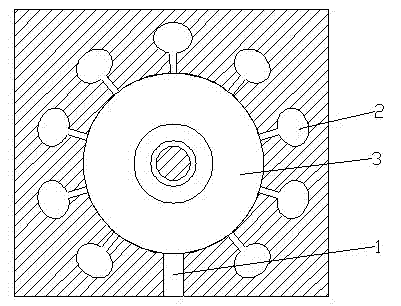
[0015] Example: This example is a die-casting mold and production process parameters for the aluminum wheel of the guide assembly of an excavator. The shape of the casting is a disc, with a diameter of 350 mm and a thickness of 50 mm. This casting was originally made by casting or hard mold casting.
[0016] Such as figure 1 , The thickness of the gap gate of the design mold is 20mm, the cross-sectional area of the slag discharge bag is 40mm×100mm, and a total of 9 are distributed outside the circumference. Use 1000T die casting machine for die casting, die casting machine accumulator pressure 11Mpa, casting cycle 4min, holding temperature 650~680℃, injection speed 0.3m / s, aluminum liquid used is ZL107, ADC10 or ADC12, total weight 3310 g.
[0017] Casting properties after molding: density 2.5~2.9g / cm 2 , The casting hardness is HB100, the tensile strength is greater than 271Mpa, and the elongation is greater than 3%.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More