

Casting blank heat treatment method of stainless steel welding strip for nuclear power
A heat treatment method and stainless steel technology, which are applied in the field of heat treatment of stainless steel welding strips for nuclear power, can solve the problems of inability to form through hot rolling, increasing the tendency of austenitic stainless steel to process cracks, and stainless steel edge cracks.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
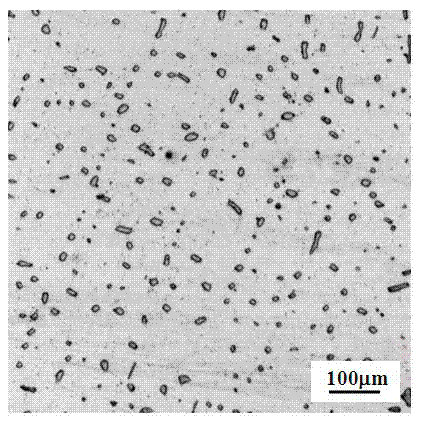
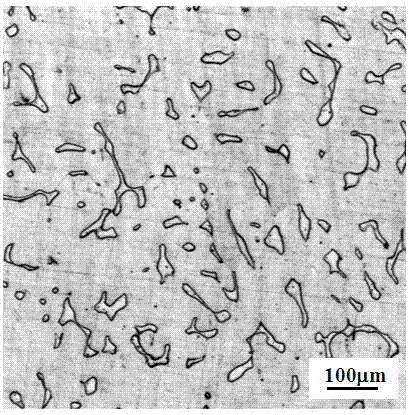
[0020] Embodiment: This embodiment is a billet heat treatment method for effectively controlling hot-rolled edge cracks of stainless steel welding strips for nuclear power. The method includes the following steps:
[0021] ① After the surface of the continuous casting slab is ground, it is sent to the trolley-type high-temperature annealing furnace;
[0022] ② Heat the continuous casting slab to the desired temperature in the high-temperature annealing furnace, the temperature range is between 1100°C and 1200°C, and the heating rate is 50-100°C / h;
[0023] ③ The continuous casting slab is kept at the desired temperature described in ②, and the holding time is 60 to 240 minutes;
[0024] ④ After step ③ is completed, the continuous casting slab is cooled to room temperature in the air;
[0025] ⑤ The air-cooled continuous casting slab is sent to the walking heating furnace, and hot-rolled after soaking;
[0026] ⑥ After the above-mentioned heat treatment steps of the cast slab...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More