

Process control method of maximum accelerating time of starting hotly-rolled type steel flying shear motor
A technology of acceleration time and motor start-up, applied in the direction of adaptive control, general control system, control/regulation system, etc., can solve the problems of section quality, difficulty, and difficulty that affect the shearing effect of flying shears
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0126] Embodiment 1: This embodiment provides a process control method for starting the maximum acceleration time of a hot-rolled section steel flying shear motor, which specifically includes the following steps:
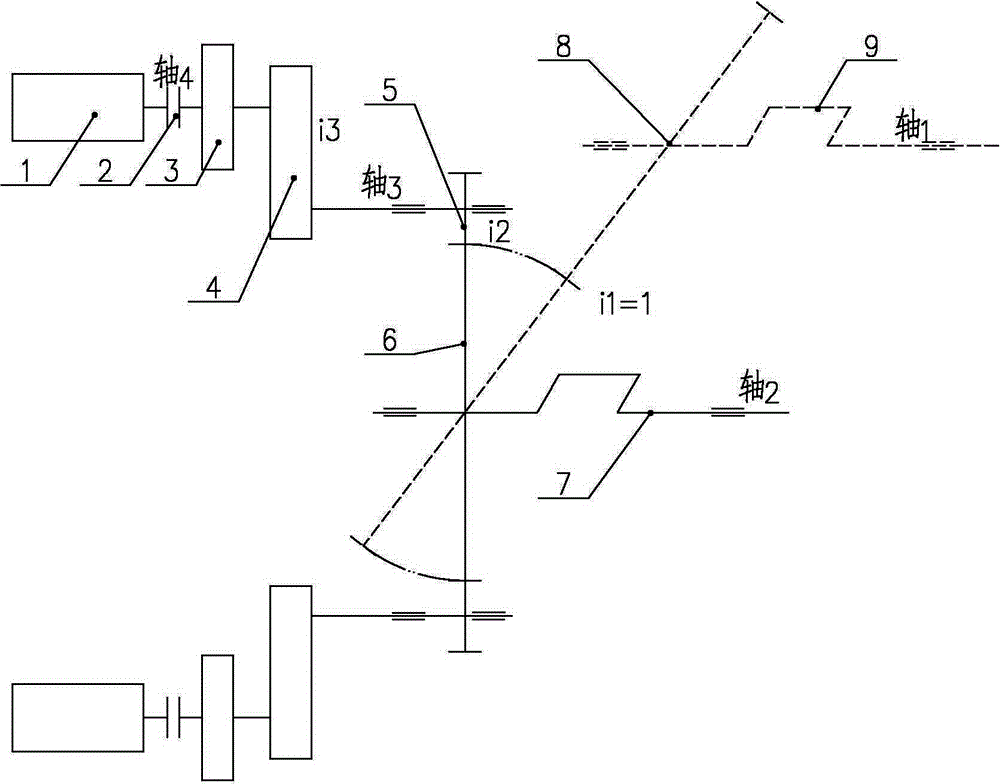
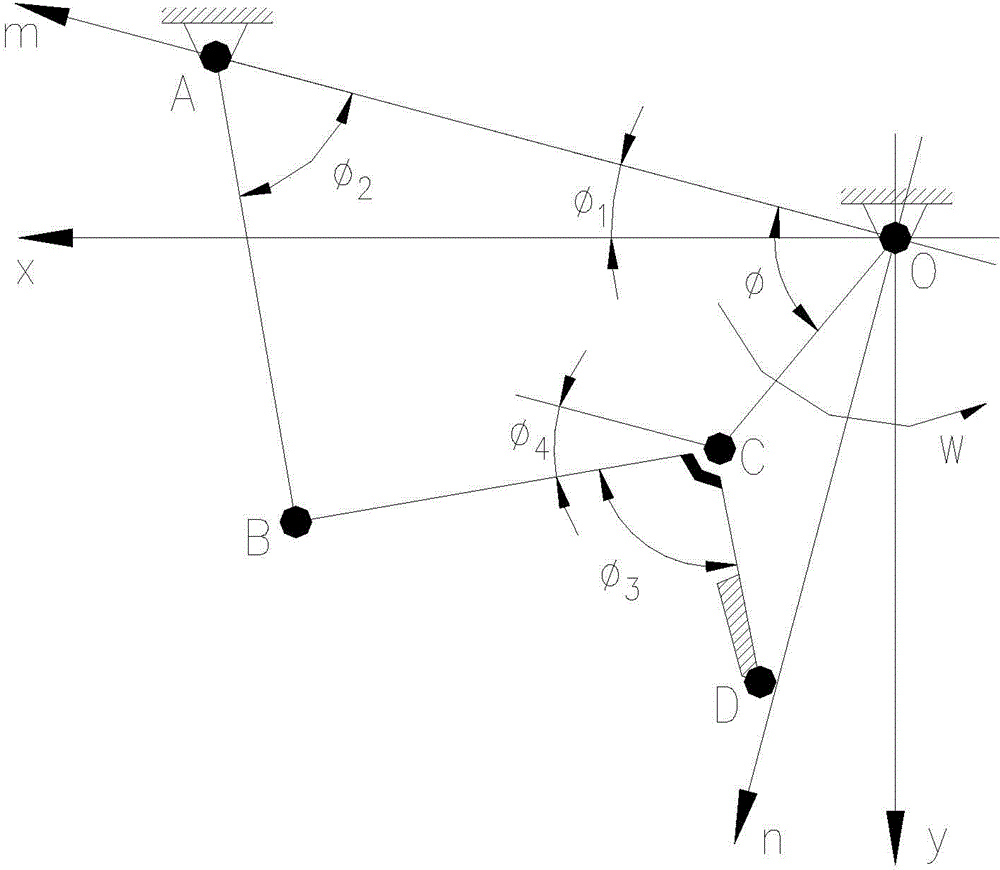
[0127] Step 1: As shown in Table 1, input the relevant parameters of each component of the hot-rolled flying shear mechanism: the length r of the fixed frame OA 1 , the length r of the rocker AB 4 , the length r of the connecting rod BC 3 , the length r of the connecting rod CD 5 , the length r of the crank OC 2 , Angle φ between connecting rod BC and connecting rod CD 3 , the angle φ between the xoy coordinate system and the mon coordinate system 1 , crank OC rotation angle φ, convergence tolerance ε 2 , Flying shear opening H o , the rated speed of the motor, the total transmission ratio of the system i, the coincidence degree of the cutting edge s, the relative height value of the unbroken section E, the horizontal speed of the sheared rolling piece V k , ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More