

Process for hot rolling steel strips and hot rolling train
A technology of steel strips and trains, applied in heat treatment furnaces, metal rolling, heat treatment equipment, etc., can solve problems such as inability to ensure the cooling of steel strips
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
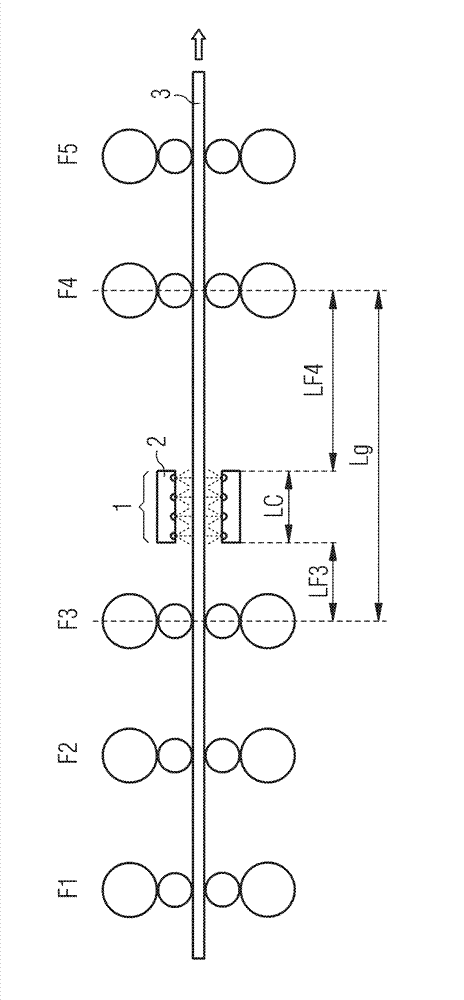
[0057] The steel strip 3 enters the hot rolling train consisting of rolling stands F1 to F5 at an input temperature of less than 1050° C., preferably less than 1020° C., for example from the roughing mill train connected to the continuous casting plant on the left in the drawing. The temperature of the steel strip 3 refers to the average value of the temperatures obtained by taking the average value on the cross section of the steel strip. In the first three rolling stands F1 to F3 the steel strip 5 is rolled in the austenitic state, leaving the rolling stand F3 with a strip thickness of generally less than 3 mm.
[0058] Here, the cooling section 1 has a plurality of nozzles 2 on both sides of the belt, which nozzles are arranged in at least one nozzle row per belt side, and the cooling section 1 has a length Lc of at least 350 mm. The distance LF3 between the third rolling stand F3 and the beginning of the cooling section 1 is here only a fraction of the distance LF4 between...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More