

Plastic enclosed impeller manufacturing technique
A closed impeller and production process technology, which is applied in the production process field of plastic closed impellers, can solve the problems of destroying the hydraulic performance of the blade, reducing the efficiency of the impeller, and not being able to suppress the impeller, so as to achieve safe and reliable performance, improve hydraulic performance, Guarantee the effect of performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
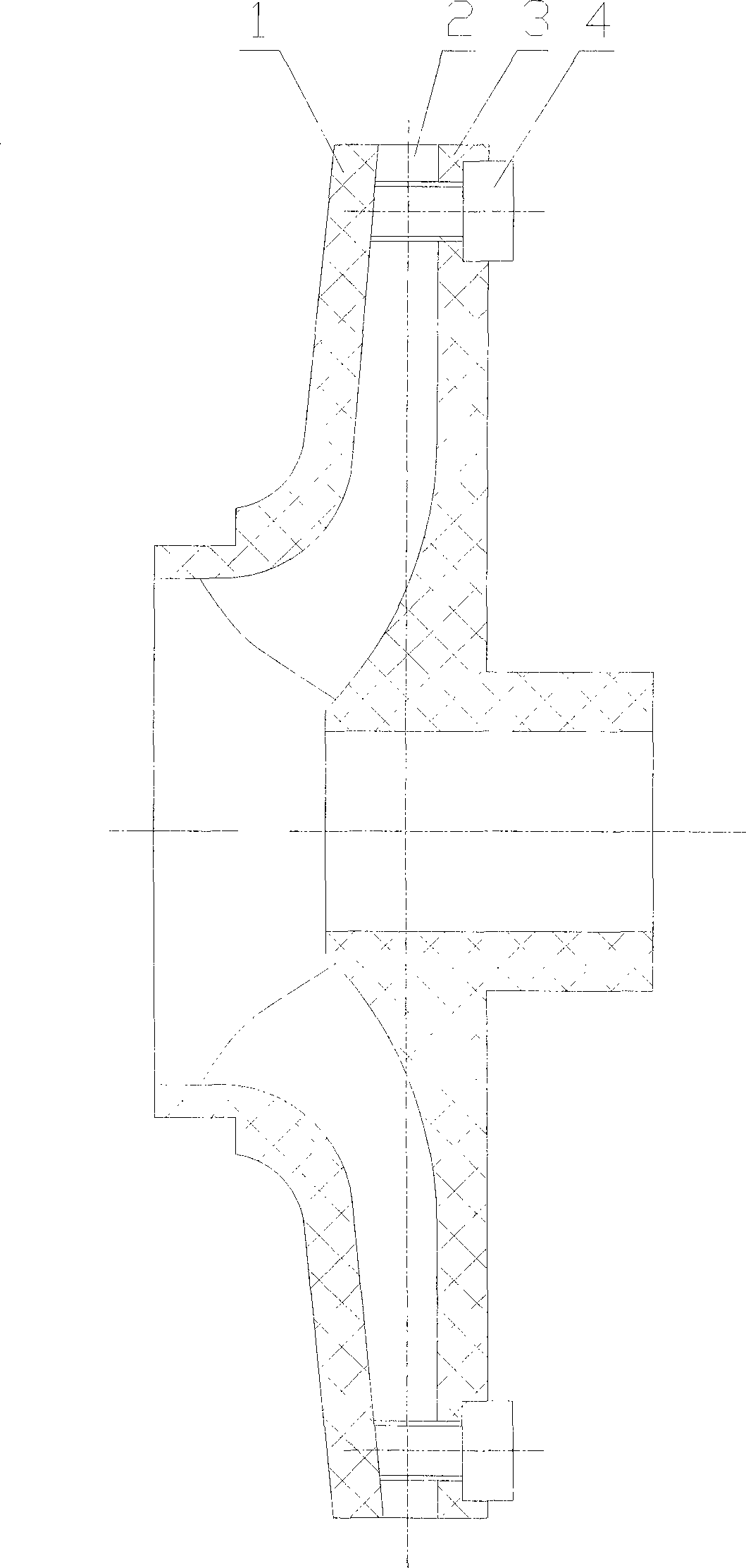
[0023] A production process of a plastic closed impeller of a plastic lining pump is characterized in that its process steps are as follows:
[0024] 1. Design as Figure 4 For the impeller front cover mold shown above, evenly coat 0.1mm of release agent on the inner surface of the impeller front cover mold, heat to 100°C in a heating box, and keep it warm for 30 minutes;
[0025] 2. Add 720 grams of FEP pellets into the heated mold, cover the upper mold (10) tightly, put it into the heating box and heat it to 320°C ± 2°C, and keep it warm for 3 hours;
[0026] 3. Put the well-insulated mold quickly on the press and slowly pressurize to 10Mpa, keep the pressure for 2 hours, cool naturally in the air, demould and take out the front cover (1);
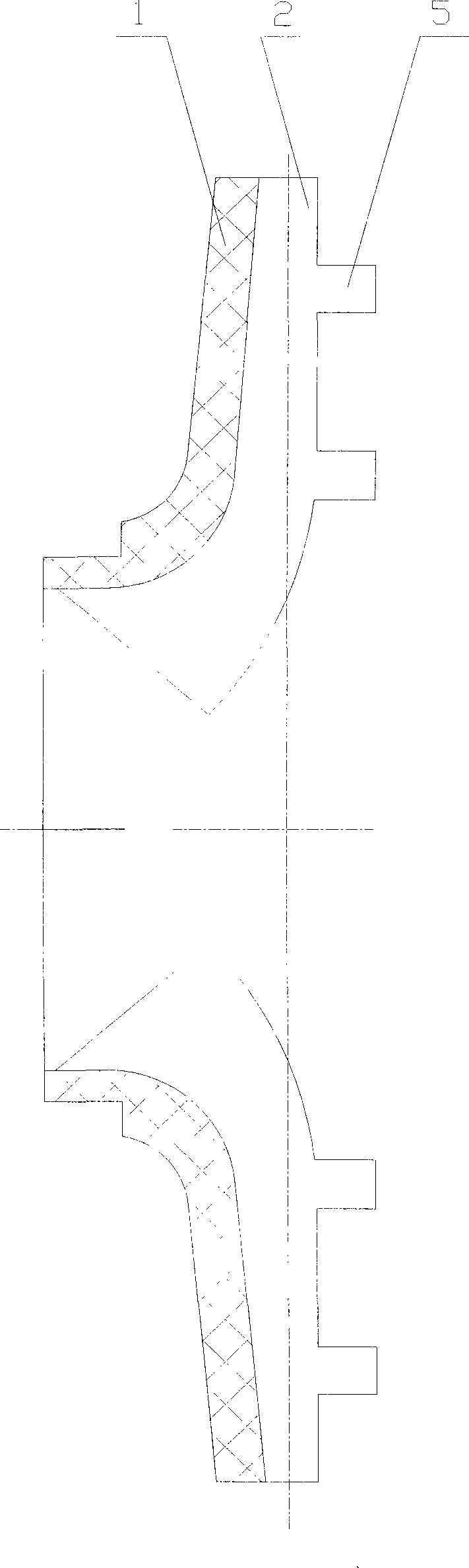
[0027] 4. Design as Figure 5 For the impeller rear cover mold shown, evenly coat the inner surface of the impeller rear cover mold with 0.1mm release agent, heat it to 100°C in the heating box, and keep it warm for 30 minutes;
[002...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More