

Strip deviation correction control method for cold rolling pickling unit
A technology of pickling unit and control method, applied in rolling mill control device, metal rolling, metal rolling, etc., can solve the problem that the quality of finished strip steel cannot be improved, the occurrence rate of burrs cannot be reduced, and the strip deviation cannot be effectively compensated. question
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0050] In order to further illustrate the application process of the related technology described in the present invention, the promotion and application of the disc shears in the 1420 pickling mill of Baosteel Cold Rolling Plant is now used to describe the comprehensive control process of the strip deviation correction of the pickling mill in detail.
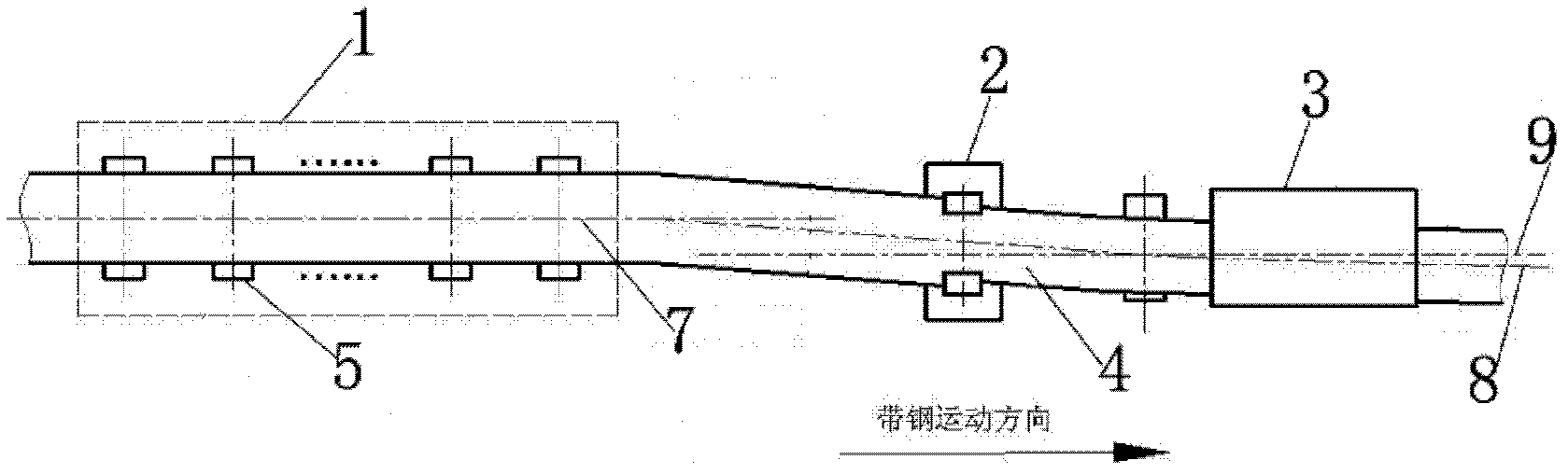
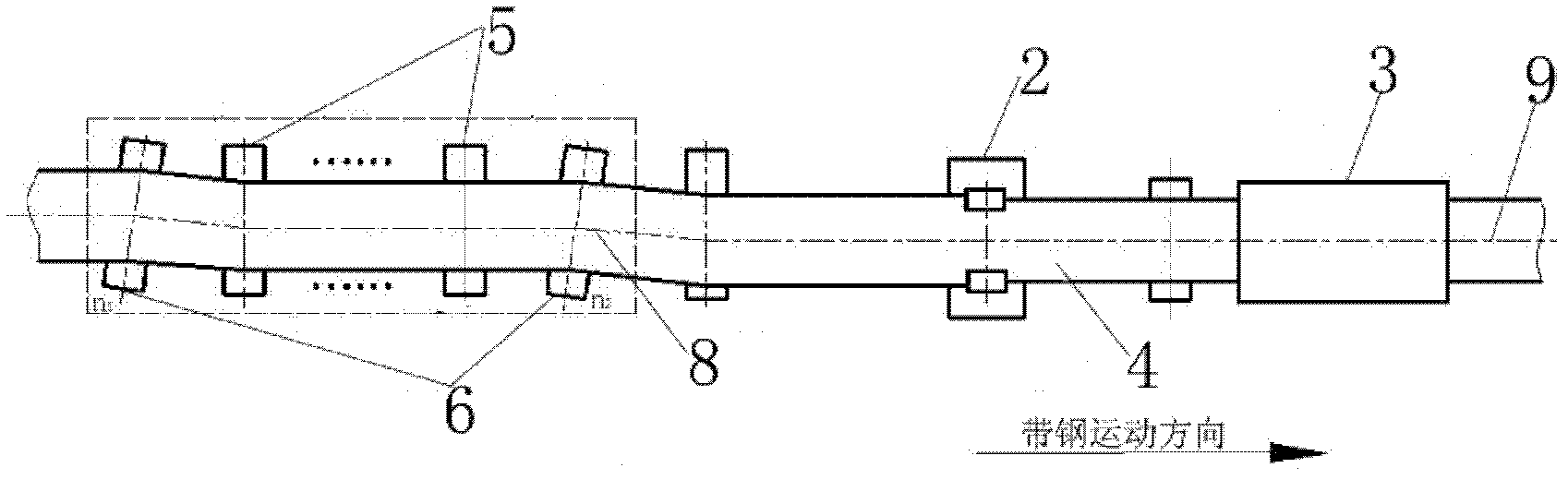
[0051] (1) Collect the equipment parameters of the pickling unit, and the result is that the center line of the pickling unit and the rolling center line of the cold rolling unit have a deviation of 70 mm, the number of horizontal rolls of the pickling unit is 20, and the allowable maximum deviation of the disc shears The measurement is 10mm, and the maximum allowable offset angle of the horizontal roller is 5°;
[0052] (2) Collect the process parameters of the pickling unit, mainly including the maximum tension setting value of the unit 25MPa, and the minimum tension setting value of the unit 15MPa. Commonly used typical tens...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More