

Hot continuous rolling stainless steel strip steel tail portion loop control method
A technology of a stainless steel strip and a control method, applied in the field of hot-rolled strip steel, can solve problems such as the instability of looper tail flick, and achieve the effects of reducing tail flick phenomenon and product quality problems, ensuring movement and reducing influence.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0031] In this implementation example, the implementation process of the present invention is completely automatically implemented in a computer program.
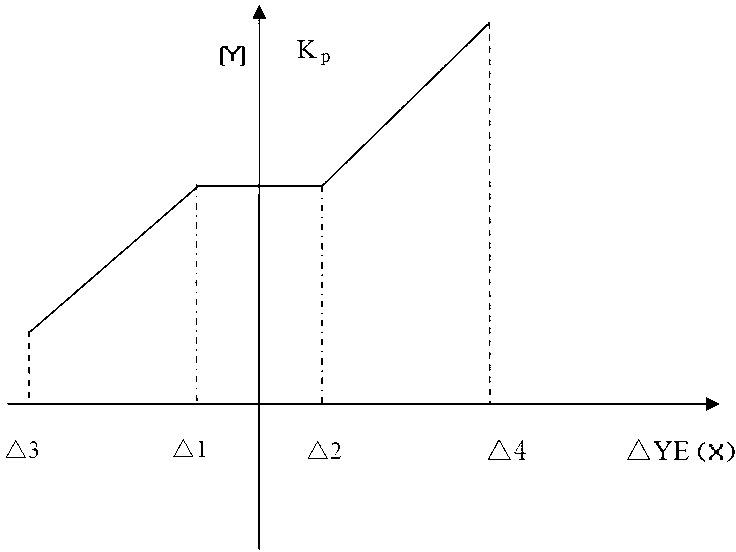
[0032] Step 1, design the broken line, take the torque deviation value of the looper at the end of the strip, that is, the given torque-actual moment, as the X axis, and use the looper torque control coefficient value as the Y axis, establish a plane Cartesian coordinate system, and the broken line is a three-segment linear Equation, the coordinates of the starting point of the first segment are (△3, 1*10 -6 ), the end point coordinates are (△1, 4*10 -6 ), the starting point coordinates of the second segment are (△1, 4*10 -6 ), the end point coordinates are (△2, 4*10 -6 ), the coordinates of the starting point of the third segment are (△2, 4*10 -6 ), the end point coordinates are (△4, 8*10 -6 ), according to the torque deviation value of the specific strip end looper, linearly insert the value in the broken line, and us...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More