

Perforation cartridge case manufacturing process
A manufacturing process and technology of perforating bullet casings, applied in the field of casing manufacturing technology, can solve problems such as high stamping waste rate, uneven heating of perforating casing materials, large internal stress, etc., and achieve the effect of solving uneven heating
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment
[0022] Embodiment: A kind of perforating cartridge case manufacturing process of this embodiment is as follows figure 1 , 2 , 3, 4, 5, and 6, including the following process steps:
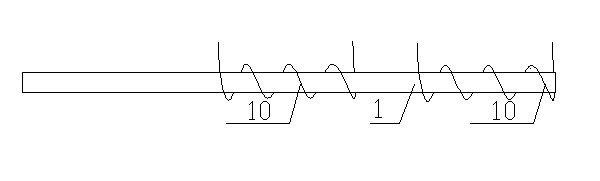
[0023] (1) Intermediate frequency heating: such as figure 1 As shown, 2-3 sets of intermediate frequency heating copper tubes of intermediate frequency furnaces are used to heat the round steel at intermediate frequency, so as to ensure the uniformity of material heating, and the material is heated to 1150 ° C to 1200 ° C. During the heating process, inert gas protection is used to prevent product Oxidation of the surface;
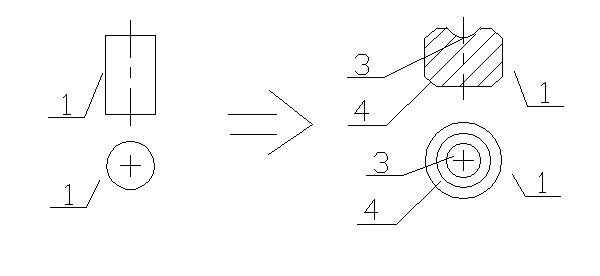
[0024] (2) round steel blanking: such as figure 2 As shown, remove the waste at both ends, determine the blanking length according to the set weight, blank the heated round steel one by one, and blank after heating, which can save blanking energy, increase the blanking speed, and improve the durability of the mold;
[0025] (3) Upsetting cake: such as image 3 As shown,...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More