

Automatic insulator scrubbing device
A technology of insulators and scrubbers, applied in the direction of insulators, chemical instruments and methods, cleaning methods and utensils, etc., can solve the problems of inconvenient operation, cleaning dead ends, and danger of climbing, and achieve the effect of simple operation and reduced labor
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
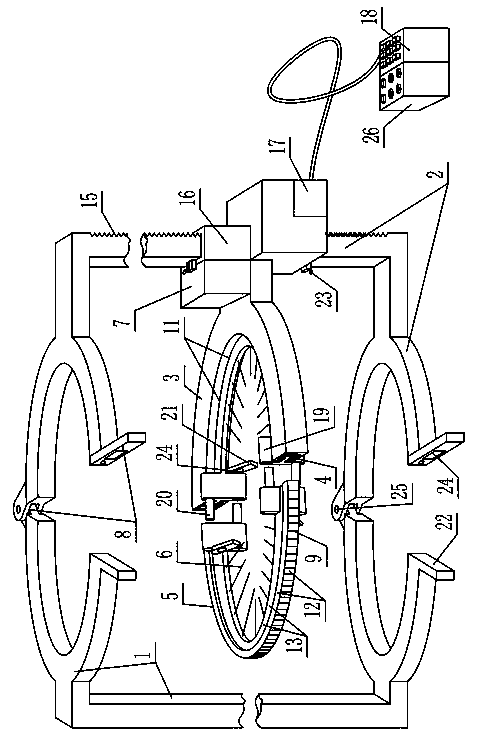
[0025] As shown in the figure, the insulator automatic scrubber includes a left cover 1 and a right cover 2 that cooperate with the outer circumference of the insulator. In this embodiment, the left cover 1 and the right cover 2 adopt a bracket structure, and the board surface can also be used in specific manufacturing. structure or network.
[0026] The corresponding sides of the left cover 1 and the right cover 2 are fixedly connected together through the connecting mechanism 8, and the two ends of the left cover 1 and the right cover 2 are provided with clamping parts that cooperate with the two ends of the insulator, when the left cover 1 and the right cover 2 When connected together by the connecting mechanism, the clamping part is clamped on the two ends of the insulator, and the automatic insulator scrubber is fixed and clamped on the insulator through the clamping part, which is very convenient to install. In this way, it is equivalent to putting an outer cover that is...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More