Method for cutting and separating plate glass
A flat glass and separation method technology, which is applied to glass cutting devices, glass manufacturing equipment, electrical components, etc., can solve the problems of scratches, cracks, and quality reduction of flat glass on the cutting surface, so as to eliminate important factors, quality reduction, Anti-abrasion effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0040] Below, based on the attached Figure 1a ~ Figure 1h , Figure 2a ~ Figure 2d The method of cutting and separating sheet glass according to the embodiment of the present invention will be described.
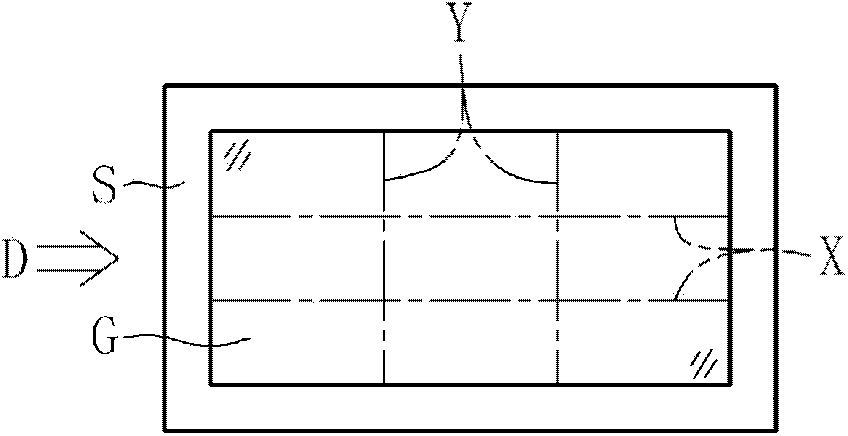
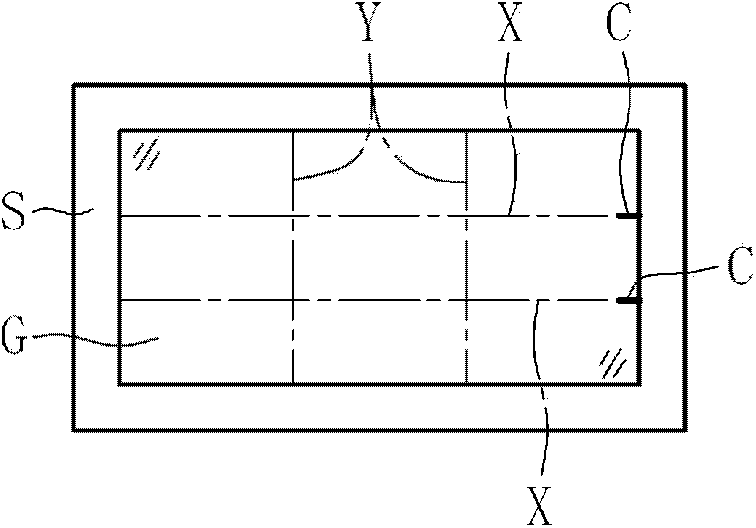
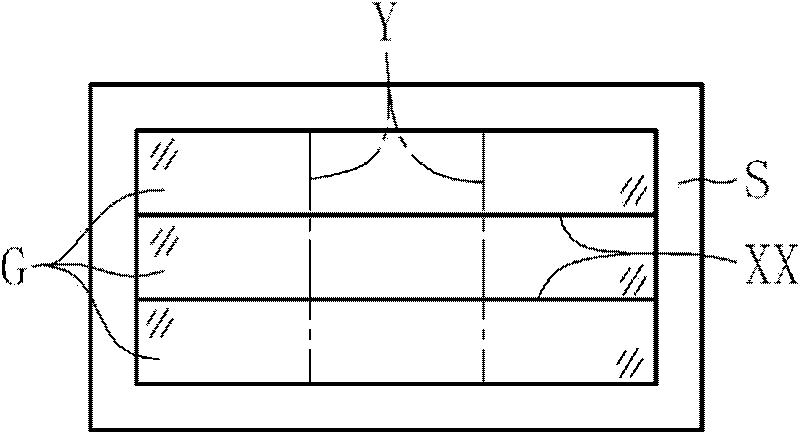
[0041] As the cutting and separating method of flat glass according to the first embodiment of the present invention, such as Figure 1a ~ Figure 1h As shown, a description will be given of the case where the plate glass G is cut into nine rectangular plate glasses G by laser cutting, and the cut plate glasses G are separated from each other, and those that cannot be used as products are discarded. part. It should be noted, Figure 1a ~ Figure 1g is a top view, Figure 1h From Figure 1a A side view viewed in the direction of arrow D shown.
[0042] Such as Figure 1a As shown, in 1st Embodiment, the sheet glass G cut|disconnected by the laser cutting method is mounted on the sheet|seat S (henceforth only referred to as the sheet|seat S) which has stretchability. As t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



