

Setting Method of Riser of Marine Diesel Engine Fuselage Casting
A technology for marine diesel engines and castings, applied in casting molding equipment, casting molds, casting mold components, etc., can solve the problems of reducing the mechanical properties of fuselage castings, reducing the effective bearing area, destroying metal continuity, etc., to improve self-repairing. Shrinkage ability, shrinkage defect reduction, and the effect of reducing the amount of expansion
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
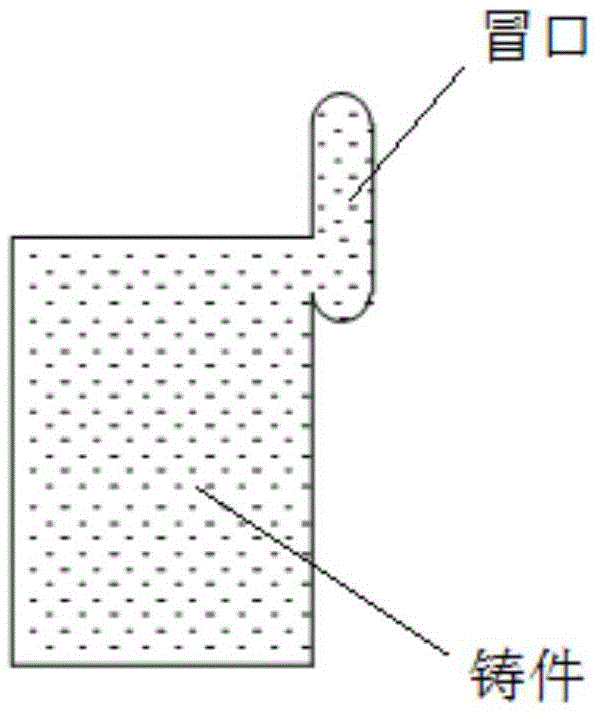
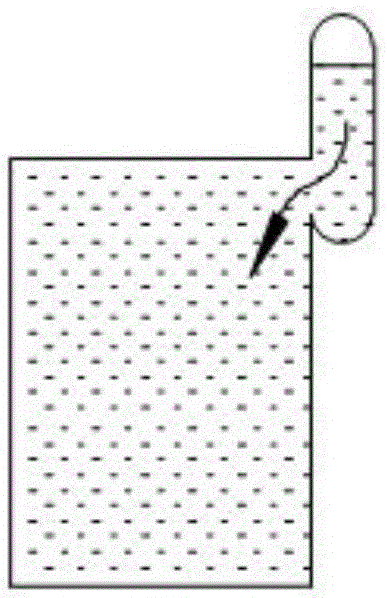
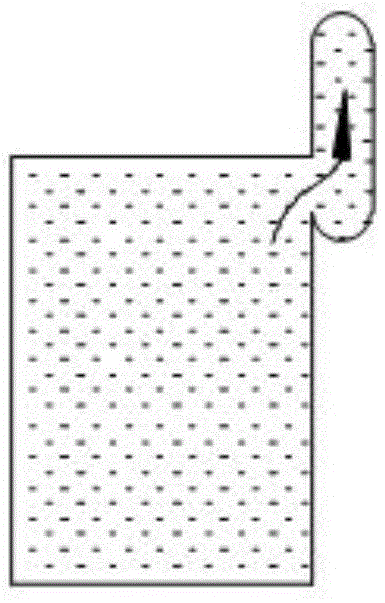
[0072] Embodiment 1, the installation method of the riser of the marine M-type diesel engine fuselage casting, the cylindrical open riser is arranged on the foot plate.
[0073] 1) Calculation of the modulus of the casting part
[0074] The key part of the casting is the foot plate, which can be regarded as a flat plate similar to δ=77mm, and its modulus M Riser modulus Mt=0.8M=3.08, riser neck modulus M'=0.6MT=1.848.
[0075] 2) Riser modulus calculation
[0076] Riser: Take the increase factor f 1 = 1.5, then the diameter of the riser d=1.5×12.32=18.48cm, and a thermal insulation riser sleeve with an inner diameter of φ180 is actually used.
[0077] 3) Riser neck calculation
[0078] Take the reduction factor f 2 =0.8, the diameter of the riser neck is 7.392×0.8=5.9cm, and the actual size of the riser neck is φ70×50mm.
[0079] 4) Finish casting.
[0080] The use of this riser avoids the use of casting molds with high rigidity (such as: cement sand mold, dry sand...
Embodiment 2
[0081] Embodiment 2, the setting method of the riser of the nodular cast iron fuselage casting of the marine P-type diesel engine, the spherical dark riser is arranged at the center line of the crankshaft, and the calculation is carried out according to the above formulas (2) and (3).
[0082] The key part of the fuselage casting here is the bolt hole of the main bearing, which is similar to a 119×119 cube, and its modulus Riser modulus: Mt=0.8M=2.38, riser neck modulus=0.6Mt=1.428.
[0083] Spherical Riser: Taking the increase factor f1=1.2, the riser diameter d=1.2×14.28=17.136cm, and the φ170 spherical dark riser is actually used.
[0084] square riser neck Take the reduction factor f 2 =0.9, then the side length of the square riser neck is 5.7×0.9=5.1cm, and the size of the riser neck after rounding is 50×50mm.
[0085] The P-type diesel engine ductile iron fuselage casting adopts the riser, which effectively improves the shape and dimension accuracy of the fuselage...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More