Submerged arc welding method for steel sheets
A technology of submerged arc welding and steel plate, which is applied in the direction of arc welding equipment, welding equipment, welding/welding/cutting items, etc. It can solve the problems of increased device load, increased risk, and complicated device structure, and achieves a large welding bead width Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
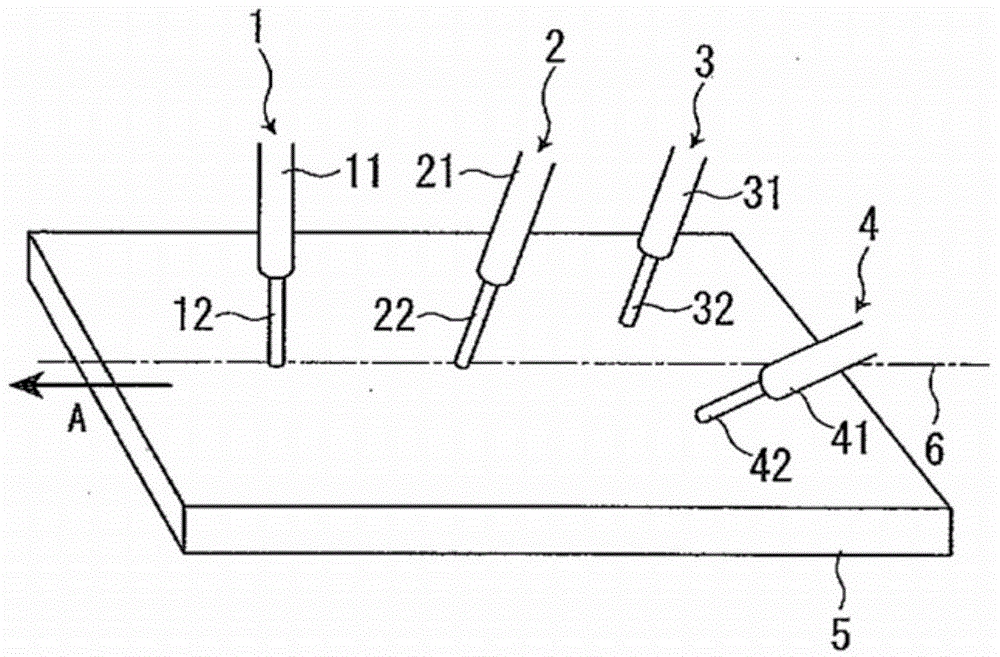
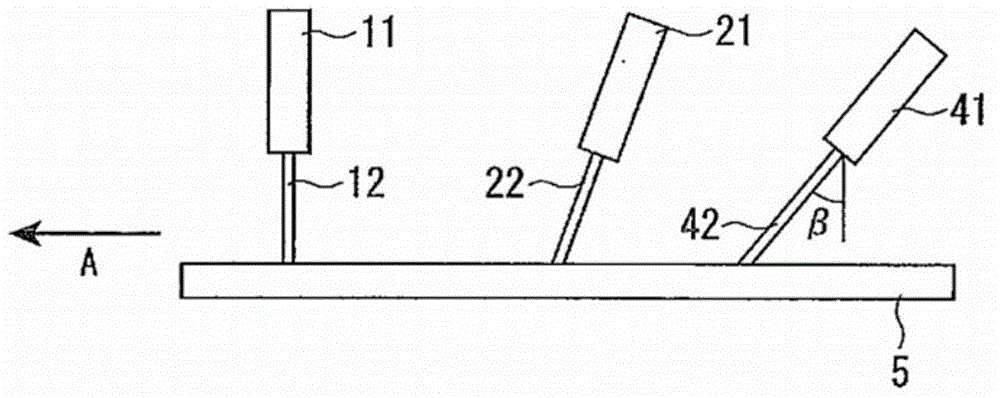
[0049] Such as Figure 4 As shown, the groove angle θ is 60°, 70°, 80°, and the groove depth D is 8mm, 10mm, 17mm on the steel plate 5 with a thickness T of 18.0mm, 25.4mm, and 38.1mm. After that, use 4 electrodes for submerged arc welding to make Figure 5 Solder joints shown. Table 1 shows the groove shape, Table 2 shows the welding conditions, Table 3 shows the arrangement of the electrodes, and Table 4 shows the setting of the welding current.
[0050] [Table 1]
[0051]
[0052] [Table 2]
[0053]
[0054] #1 to #4 represent the first electrode to the fourth electrode, respectively.
[0055] [table 3]
[0056]
[0057] #1~#4 represent the first electrode to the fourth electrode respectively
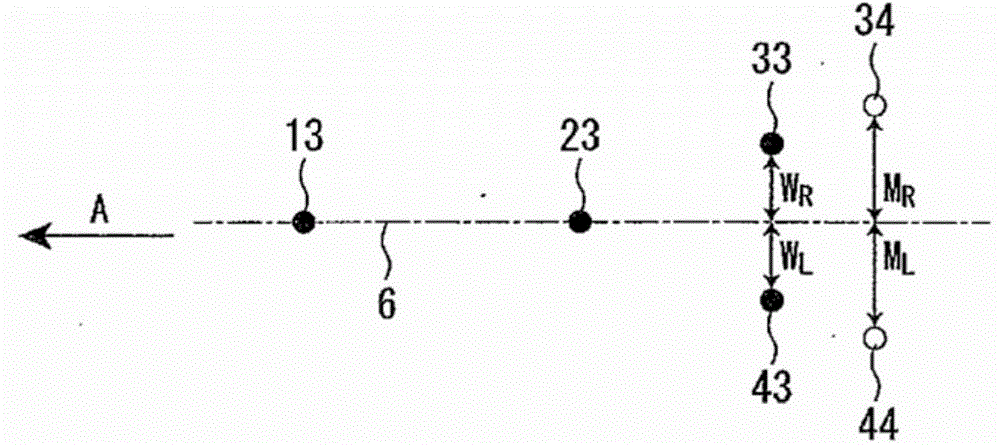
[0058] The distance between poles indicates the distance along the welding line
[0059] The electrode angle is indicated by a positive value for the advance angle. A negative number is used for the sweep angle
[0060] The distance from the welding line uses a posit...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More