

Robot automatic welding method for forged hook tail frame
A technology of automatic welding and welding methods, which is applied in the direction of welding medium, welding equipment, welding equipment, etc., can solve the problems of difficult welding root cleaning, unfused weld seams, hidden safety hazards, etc., and achieve saving welding materials and high welding pass rate Improvement, the effect of high welding surface quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
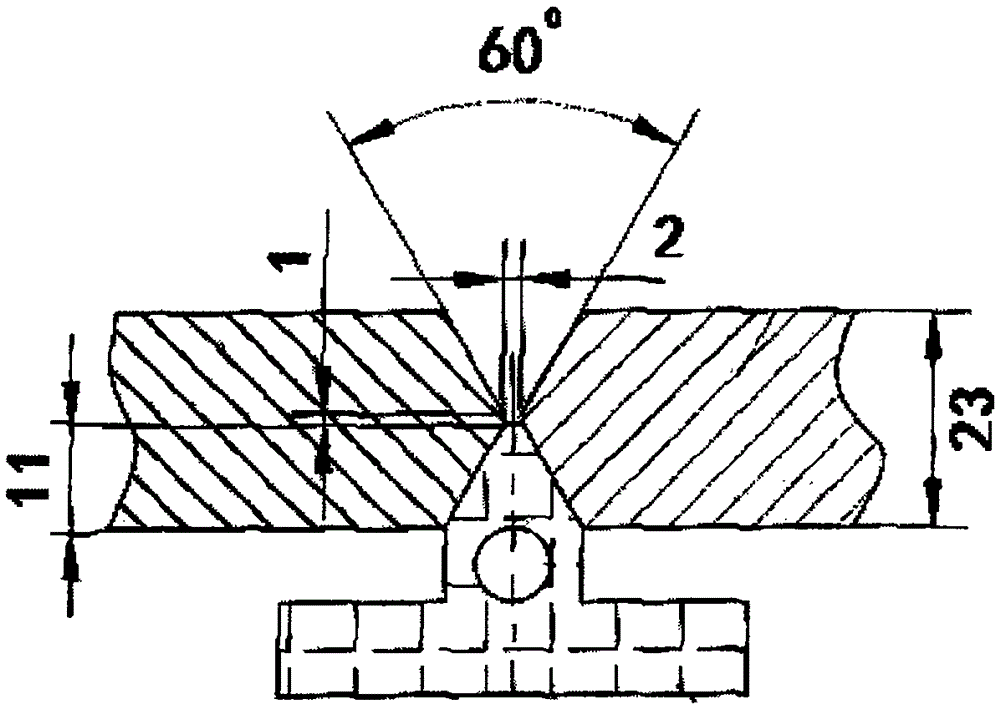
[0020] The forged hook frame is made of E36 steel plate. The parameters of the welded joint are: X-shaped groove, the blunt side of the groove is 2mm, and the groove angle is 60°. Degreasing and cleaning the groove area before welding.
[0021] The welding method includes the following steps: a water-cooled gasket is arranged at the lower end of the X-shaped weld groove, and the water-cooled gasket is flush with the center of the groove and fixed, and then the water-cooled gasket is opened in the water-cooled gasket. Cooling water circulation device; (2) at 90v%Ar+10v%CO 2 In the atmosphere, the welding robot (Panasonic automatic welding machine) is instructed to perform four passes of welding on the upper end of the weld groove. The welding currents of the first to fourth passes are 420A, 420A, 440A and 450A, and the welding voltage They are 28V, 28V, 30V, 30V, and the welding speeds are 48cm / min, 48cm / min, 51cm / min, 52cm / min; (3) Remove the water-cooled gasket and set it at 90v%...
Embodiment 2
[0023] The forged hook frame uses 15MnV steel plate, and the parameters of the welded joint are: X-shaped groove, groove blunt edge is 2mm, groove angle is 60°, and the groove area is degreasing and cleaning before welding.
[0024] The welding method includes the following steps: a water-cooled gasket is arranged at the lower end of the X-shaped weld groove, and the water-cooled gasket is flush with the center of the groove and fixed, and then the water-cooled gasket is opened in the water-cooled gasket. Cooling water circulation device; (2) at 90v%Ar+10v%CO 2 In the atmosphere, the welding robot (Panasonic automatic welding machine) is instructed to perform four passes of welding on the upper end of the weld groove. The welding currents of the first to fourth passes are 420A, 420A, 440A and 450A, and the welding voltage They are 28V, 28V, 30V, 30V, and the welding speeds are 48cm / min, 48cm / min, 51cm / min, 52cm / min; (3) Remove the water-cooled gasket and set it at 90v%Ar+10v%CO 2 ...
Embodiment 3
[0026] The forged hook frame is made of E36 steel plate. The parameters of the welded joint are: X-shaped groove, the blunt side of the groove is 2mm, and the groove angle is 60°. Degreasing and cleaning the groove area before welding.
[0027] The welding method includes the following steps: a water-cooled gasket is arranged at the lower end of the X-shaped weld groove, and the water-cooled gasket is flush with the center of the groove and fixed, and then the water-cooled gasket is opened in the water-cooled gasket. Cooling water circulation device; (2) at 90v%Ar+10v%CO 2 In the atmosphere, the welding robot (Panasonic automatic welding machine) is instructed to perform four passes of welding on the upper end of the weld groove. The welding currents of the first to fourth passes are 420A, 420A, 440A and 450A, and the welding voltage They are 28V, 28V, 30V, 30V, and the welding speeds are 48cm / min, 48cm / min, 51cm / min, 52cm / min; (3) Remove the water-cooled gasket and set it at 90v%...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More