

A precision casting method for the rear cover of a spiral supercharged diffuser
A technology of spiral pressurization and precision casting, which is applied in casting molding equipment, casting molds, casting mold components, etc. Casting quality, improving welding manufacturability, and reducing the effect of dent deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0031] A precision casting method for the rear cover of a screw booster diffuser, which sequentially includes the steps of making wax pieces, grouping, dipping the shell to make a shell, dewaxing, roasting, pouring, shell breaking and cleaning.
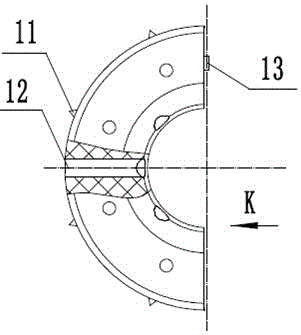
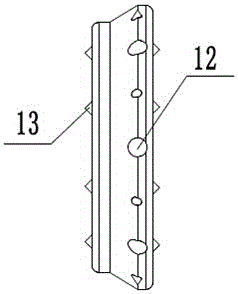
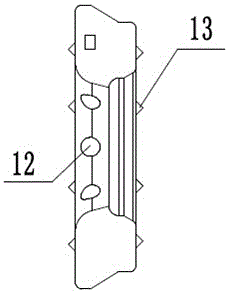
[0032] In the step of making wax pieces, firstly, the cold wax core is manufactured through the cold wax core model, and the structure of the cold wax core is referred to Figure 1-Figure 3 , the cross-section of the cold wax core is a semicircular ring, one end of the cold wax core is a small end face, the other end of the cold wax core is a large end face, the outer diameter of the semicircle increases from the small end to the large end face, and in the cold wax core A plurality of conical wax thorns 11 are vertically arranged on the arc-shaped side wall, the small end face and the large end face, and three circular holes are uniformly distributed around the circumference and radially penetrated on the arc-shaped side wall of the co...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More