Method for controlling deformation of thin-walled aluminum alloy bracket with cavity structure during heat treatment
An aluminum alloy bracket, heat treatment deformation technology, applied in thin-walled cavity easily deformed aluminum alloy parts, thin-walled cavity structure aluminum alloy bracket heat treatment deformation control field, can solve the problem that cold calibration cannot be satisfied and the deformation amount of machining is large. , complex structure and other problems, to achieve the effect of simple structure, solving workpiece deformation and easy operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
[0030] The specific embodiment is carried out according to the following process steps:
[0031] The first step is to determine the way of entering the furnace: the workpiece is placed vertically in the long direction;
[0032] The second step is to determine the heating and heat preservation process parameters: the workpiece is heated to 280 ° C, and heat preservation is 30 minutes;
[0033] The third step, rapid water quenching: less than 15s transfer time, the workpiece quickly enters the water, the water temperature is 30°C; the workpiece stays in the water for 5 minutes;
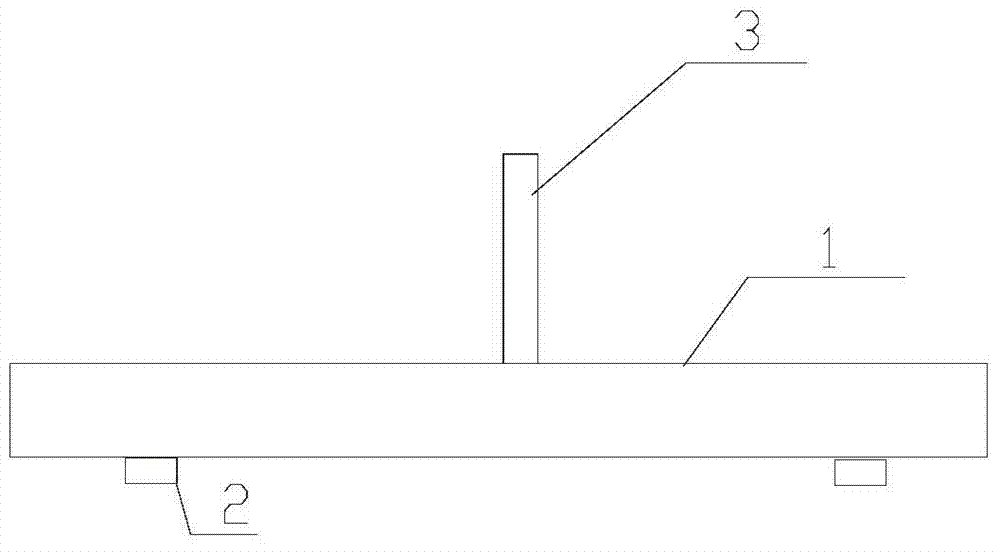
[0034] The fourth step is to correct the shape in sections: as attached figure 2 As shown, the workpiece 1 is placed on the shape-calibrating platform, and the shape-calibrating cushion block 2 is set under it. The hydraulic machine 3 is used for the shape-calibration. First, the shape is calibrated at 1 / 4 of the long direction of the workpiece, and then the 3 / 4 of the long direction of the workpiece ...
Embodiment 2
[0037] The specific embodiment is carried out according to the following process steps:
[0038] The first step is to determine the way of entering the furnace: the workpiece is placed vertically in the long direction;
[0039] The second step is to determine the heating and heat preservation process parameters: the workpiece is heated to 290°C and held for 20 minutes;
[0040] The third step, water quenching: less than 15s transfer time, the workpiece enters the water quickly, the water temperature is 30°C, and the workpiece stays in the water for 10 minutes;
[0041] The fourth step, segmented shape correction: use the hydraulic press 1 to calibrate the shape of the 1 / 4 part of the long direction of the workpiece, 2 then calibrate the shape of the 3 / 4 part of the long direction of the workpiece, and finally calibrate the shape of the 1 / 2 part of the long direction of the workpiece;
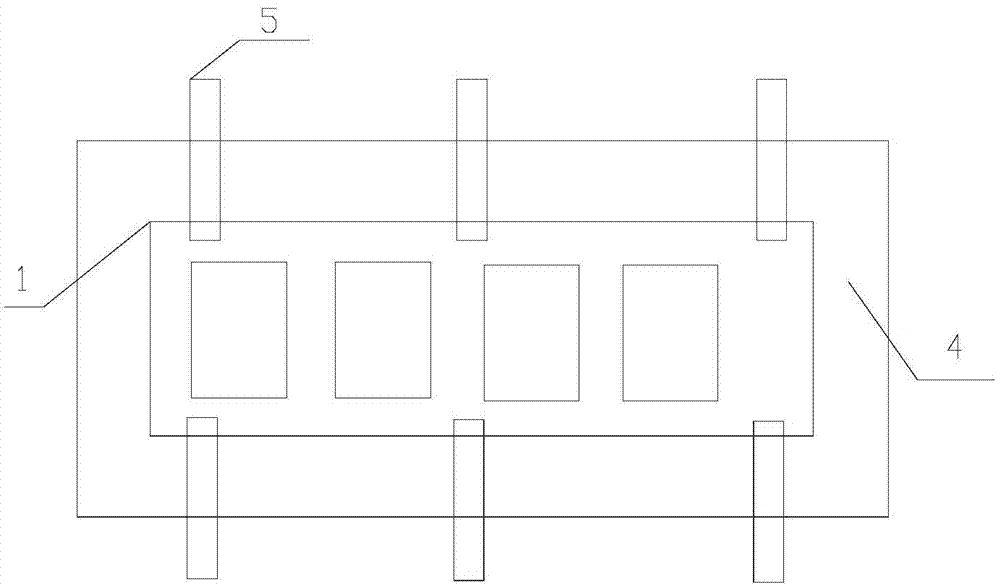
[0042] The fifth step, tooling and shape: calibrate the finished workpiece and immediately ...
Embodiment 3
[0044] The specific embodiment is carried out according to the following process steps:
[0045] The first step is to determine the way of entering the furnace: the workpiece is placed vertically in the long direction;
[0046] The second step is to determine the heating and heat preservation process parameters: the workpiece is heated to 285°C and held for 25 minutes;
[0047] The third step, water quenching: less than 15s transfer time, the workpiece enters the water quickly, the water temperature is 25°C, and the workpiece stays in the water for 5 minutes;
[0048] The fourth step, segmented shape correction: use the hydraulic press 1 to calibrate the shape of the 1 / 4 part of the long direction of the workpiece, 2 then calibrate the shape of the 3 / 4 part of the long direction of the workpiece, and finally calibrate the shape of the 1 / 2 part of the long direction of the workpiece;
[0049] The fifth step, tooling and shape: calibrate the workpiece and immediately install th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com