

Online milling deformation measurement and complementation machining method for thin-walled part
A technology of thin-walled parts and processing methods, which is applied in the direction of machine tool parts, metal processing equipment, measuring/indicating equipment, etc., can solve the problems of not obvious compensation processing effect, reduction of processing efficiency, interruption of processing process, etc., and achieve good deformation suppression effect, avoiding insufficient boundary conditions, and improving efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
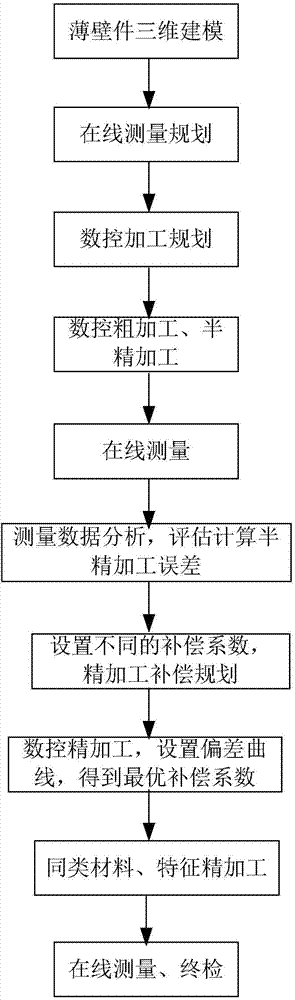
[0031] In order to make the object, technical solution and advantages of the present invention clearer, the present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments. It should be understood that the specific embodiments described here are only used to explain the present invention, not to limit the present invention.
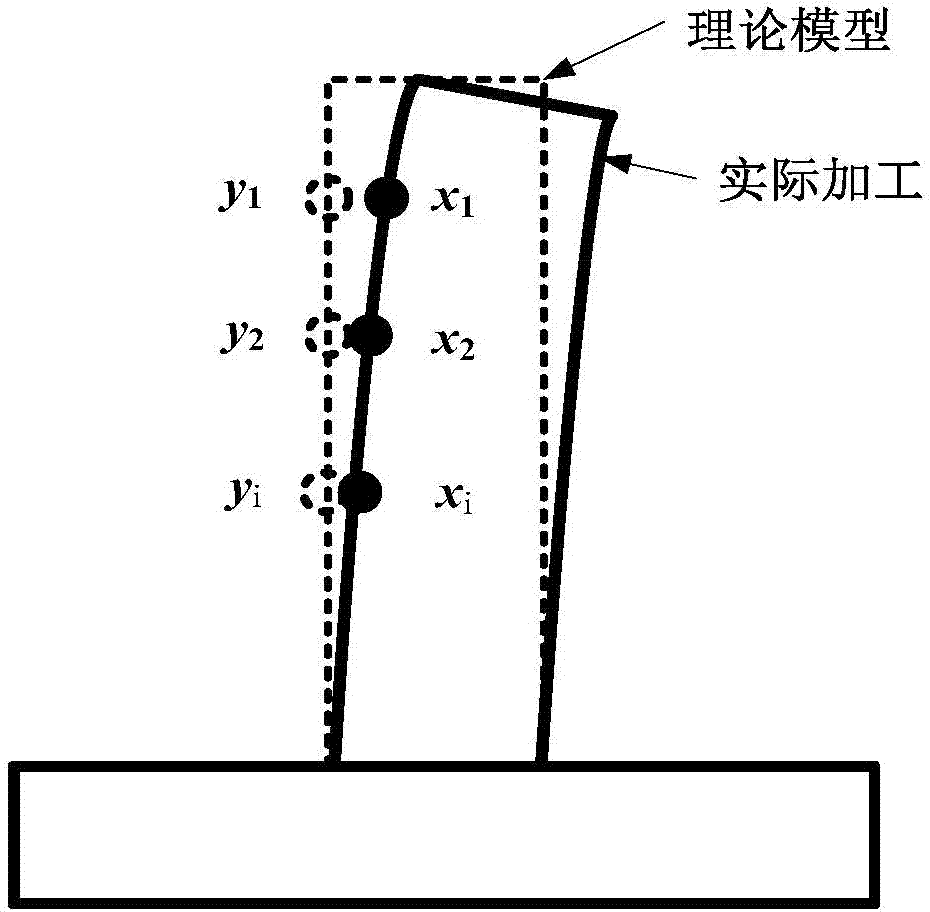
[0032] An embodiment of the present invention is attached figure 2 The thin-walled cantilever structure shown is taken as an example, but the thin-walled part processed by the method of the present invention is not limited to the above-mentioned structure and its specific size. In fact, the method of the present invention is applicable to any specific thin-walled parts.
[0033] The thin-walled cantilever structure corresponding to this embodiment has a structural size of about 30mm in height, 0.7mm in thickness, and 40mm in width. The thin-walled blank material is titanium alloy TC4, and the mat...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More