Heating method during quenching of large supporting roller
A heating method and backup roll technology, applied in the direction of heat treatment furnace, furnace type, heat treatment equipment, etc., can solve problems such as difficulties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
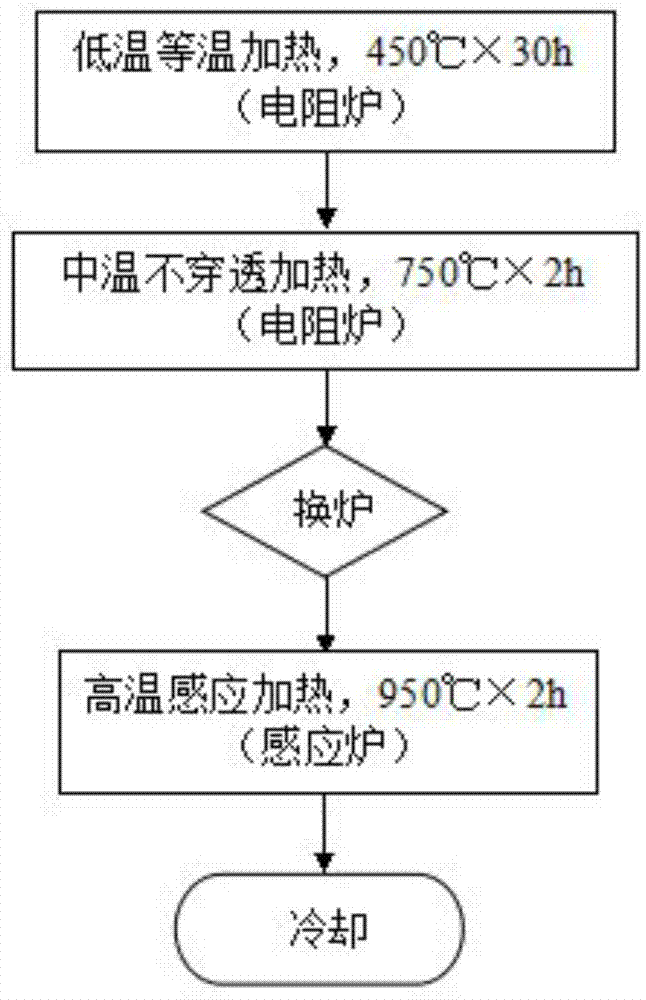
[0035] A heating method during quenching of a large backup roll, which includes the following stages:
[0036] (I) Low-temperature isothermal heating: carried out in a resistance furnace, and kept at a constant temperature of 450°C for 30h;
[0037] (II) Non-penetrating heating at medium temperature: Carry out in a resistance furnace to raise the surface temperature of the roll body to 750°C and keep it at a constant temperature for 2 hours. It is necessary to take heat insulation or even local cooling measures for the roll shafts at both ends of the roll;
[0038] (III) High-temperature induction heating: Carry out in a high-temperature induction heating furnace to raise the surface temperature of the roll body to 950°C and keep it at a constant temperature for 2 hours.
[0039] After the heating is completed, the subsequent cooling and quenching of the roll can be carried out in the spray quenching equipment as soon as possible.
[0040] see image 3 .
[0041] Stage (III...
Embodiment 2
[0043] A heating method during quenching of a large backup roll, which includes the following stages:
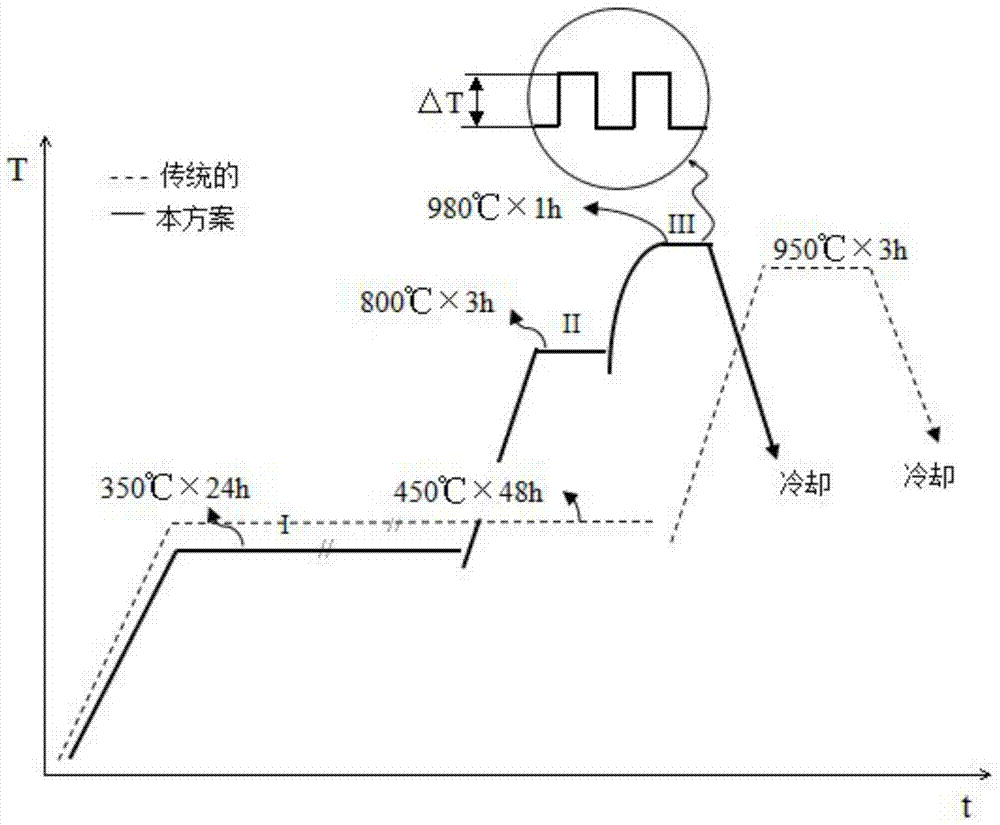
[0044] (I) Low-temperature isothermal heating: carried out in a resistance furnace, and kept at a constant temperature of 350°C for 24h;
[0045] (II) Non-penetrating heating at medium temperature: carried out in a differential temperature furnace to raise the surface temperature of the roll body to 800°C and keep it at a constant temperature for 3 hours, without heat insulation protection for the roll shaft;
[0046] (III) High-temperature induction heating: Carry out in a high-temperature induction heating furnace to raise the surface temperature of the roll body to 950°C and keep it at a constant temperature for 1 hour.
[0047] see Figure 4 .
[0048] Stage (III) The final heating depth is increased to 125mm, and the temperature difference between inside and outside is reduced to ≤75°C.
Embodiment 3
[0050] Heating is carried out according to the method described in Example 2, and the high temperature induction heating described in stage (III) in Example 2 is replaced with the following steps:
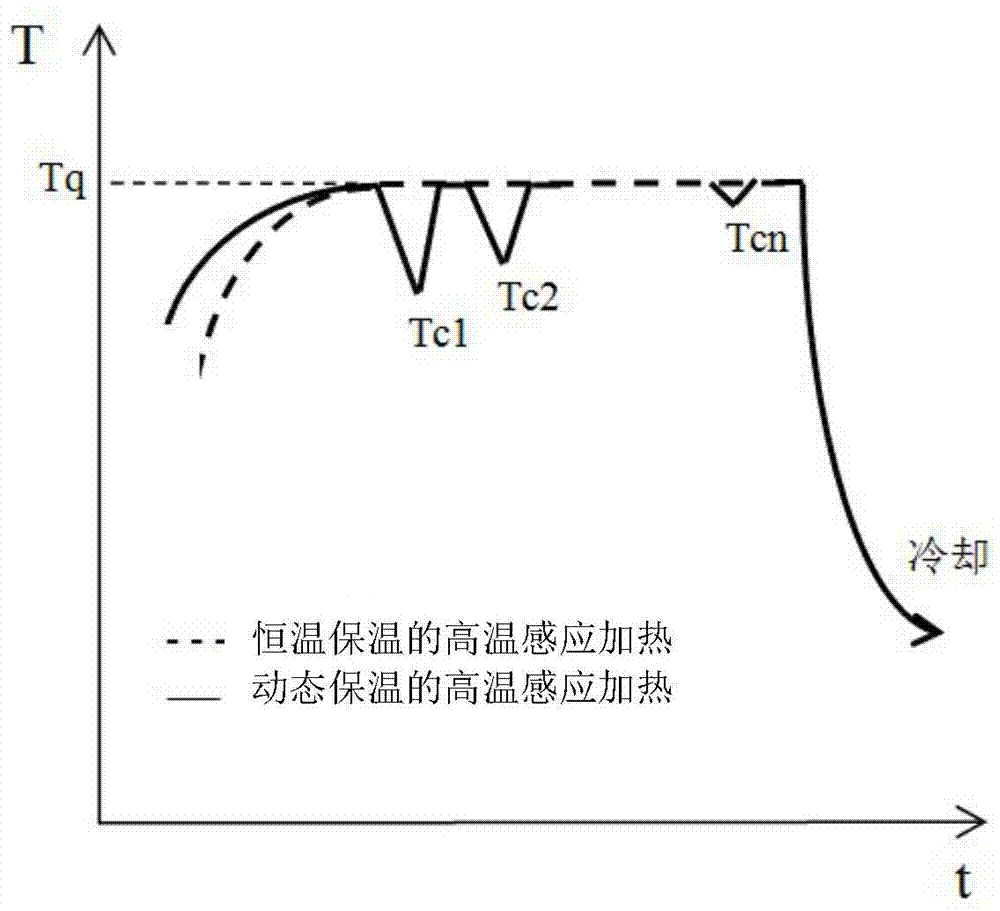
[0051] (1) In the high-temperature induction heating furnace, the roller surface is heated to 980°C and kept for 10 minutes, then cooled to 930°C, △T1=50°C;
[0052] (2) Heating to raise the surface temperature of the roll body to 980°C for 10 minutes, then cooling to 940°C, △T2=40°C;
[0053] (3) Heating to raise the surface temperature of the roll body to 980°C for 10 minutes, then cooling to 950°C, △T3=30°C;
[0054] (4) Heating to raise the surface temperature of the roll body to 980°C for 10 minutes, then cooling to 960°C, △T4=20°C;
[0055] (5) Heating to raise the surface temperature of the roll body to 980°C for 10 minutes, then cooling to 970°C, △T5=10°C;
[0056] (6) Heating to raise the surface temperature of the roll body to 980°C for 10 minutes.
[0057] see Figur...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More