

Method for dynamically controlling loop angle of hot continuous rolling mill
A technology of dynamic control and hot continuous rolling mill, applied in the direction of rolling mill control device, metal rolling, metal rolling, etc., can solve the problems of unfavorable looper tail, looper drop, and failure to realize smooth steel throwing, etc., and achieve looper stability sex improvement effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0049] In the following, a method for dynamically controlling the looper angle of a hot continuous rolling mill according to the present invention will be further specifically described according to the accompanying drawings and specific implementation methods.
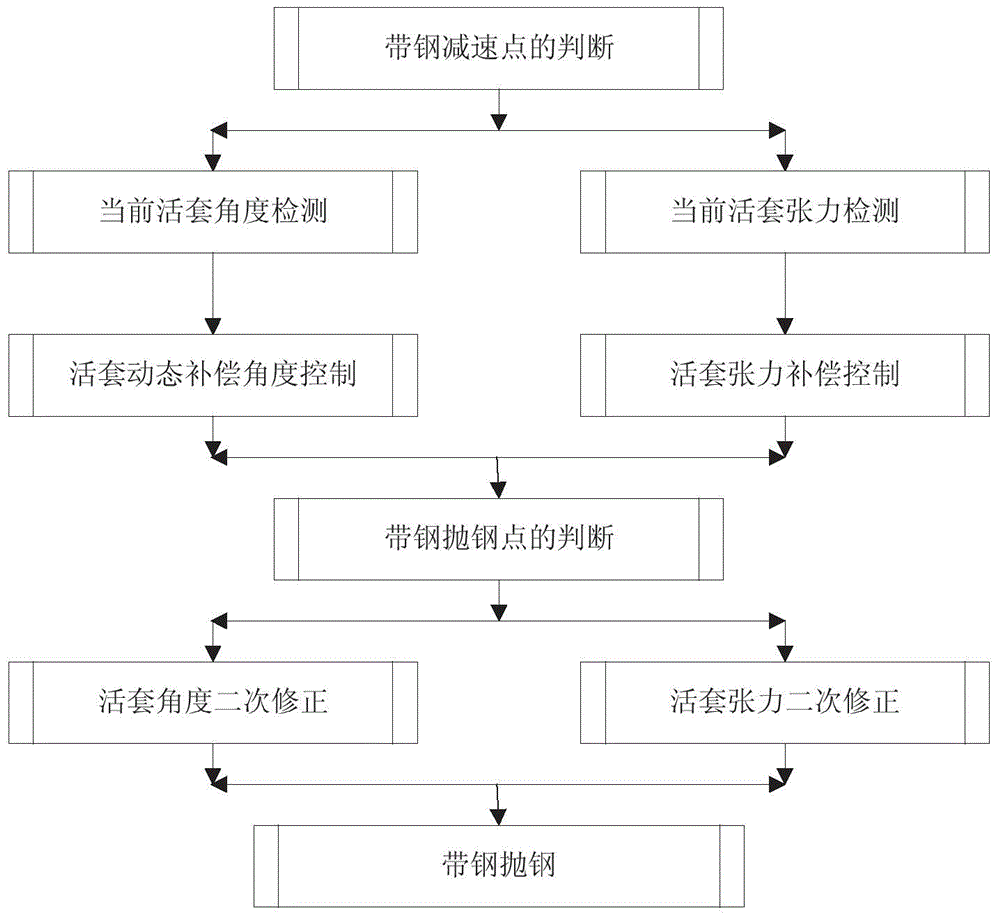
[0050] Such as figure 1 A method for dynamically controlling the looper angle of a hot continuous rolling mill is shown, through a strip rolling force detector, a strip speed detector, a looper angle detector, a strip tension detector, and a basic automation level control machine and process The control machine dynamically controls the angles of the 6 loops between the 7 continuous rolling mills during the strip rolling process according to the requirements set by the process, so as to enhance the stability of the loops when the strip is cast, including the following steps:
[0051] S1: The strip speed value is detected in real time by the strip speed detector, and transmitted to the basic automation level control mac...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More