Automatic felt rolling mechanism used for high-speed mineral cotton felt rolling
A cotton rolling felt and rolling felt technology, which is applied in the field of automatic rolling felt mechanism, can solve the problems of large differences in product specifications, sizes and densities, low efficiency, poor working environment, etc., and achieves good product uniformity. Felt efficient effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0025] In order to better understand the present invention, the content of the present invention is further illustrated below in conjunction with the examples, but the content of the present invention is not limited to the following examples.
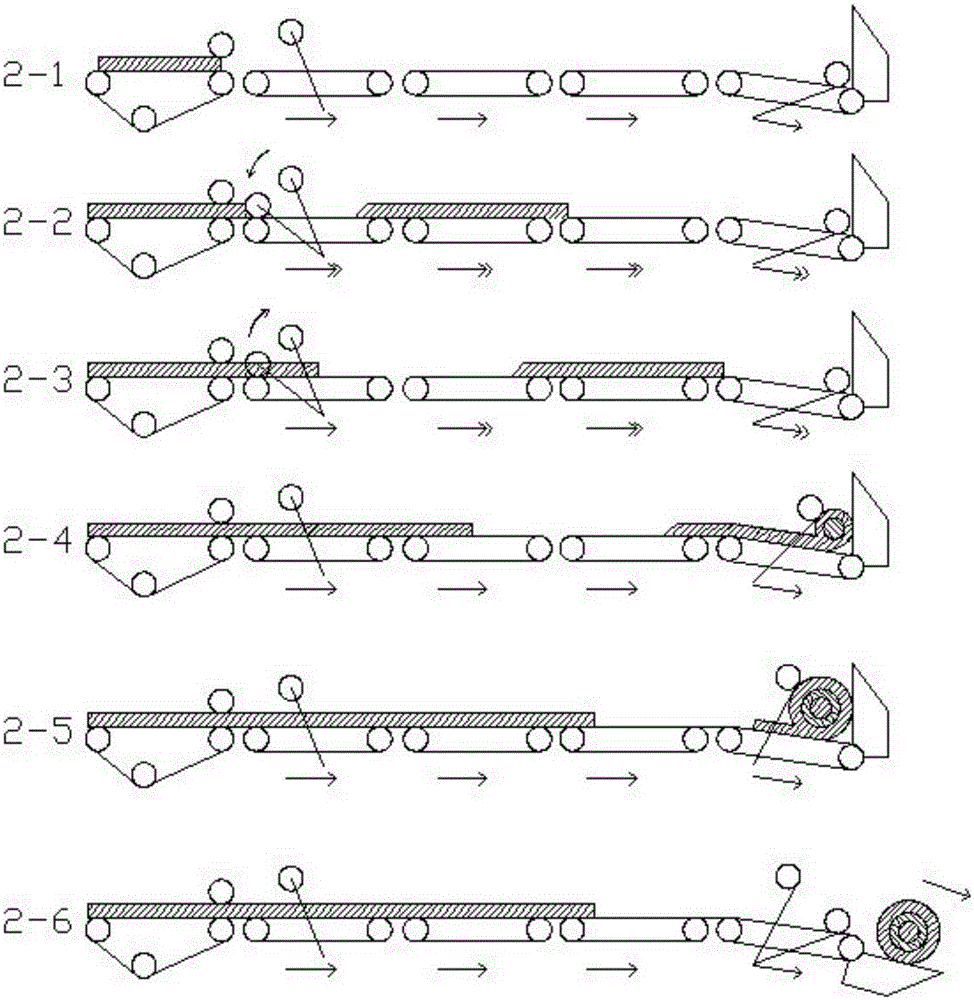
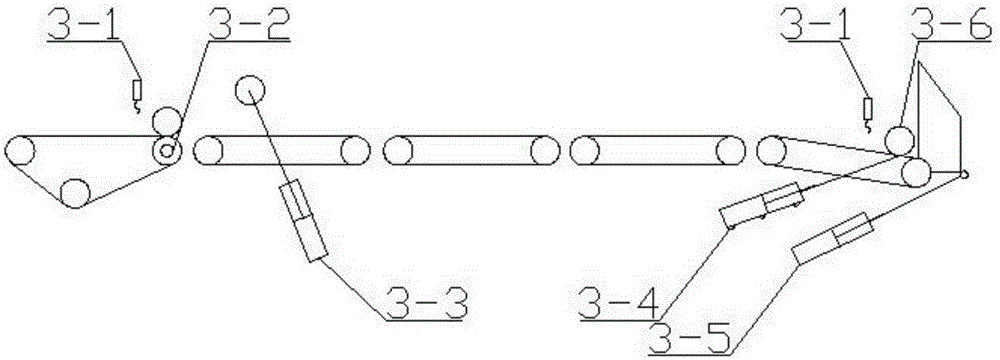
[0026] like figure 1 The shown automatic felt roll mechanism for high-speed mineral wool roll felt includes a cotton tearing unit, an acceleration unit, and a felt rolling unit that are connected in sequence; the cotton tearing unit includes a cotton tearing roller and a first belt conveyor, wherein , the tearing roller is located directly above the starting end of the first belt conveyor, and the end of the first belt conveyor is connected to the acceleration unit; the acceleration unit includes two speed-regulating belt conveyors connected in front and back; the felt rolling unit It includes a second belt conveying device, a mat rolling pressing roller device and a felt rolling guide roller device connected in sequence, wherein the se...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



