

Automatic assembling device and method for lamp strips of LED lamp tubes
A technology of LED light tubes and LED light strips is applied in the field of manufacturing, which can solve the problems of reducing the working efficiency of glue dispensing and laminating machines, increasing manpower, etc., so as to achieve the effects of controllable assembly quality, improvement of work efficiency, and avoidance of assembly quality problems.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0038] The following combination Figure 1 to Figure 4 , a preferred embodiment of the present invention is described in detail.
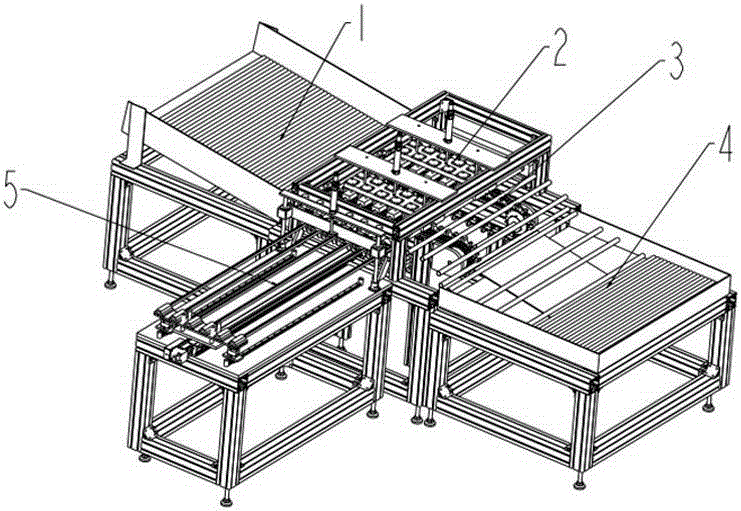
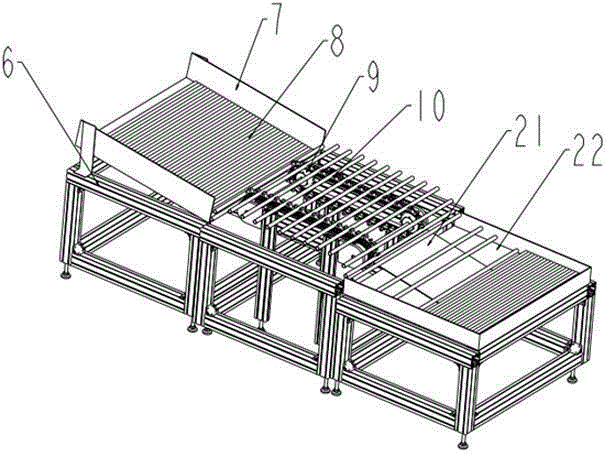
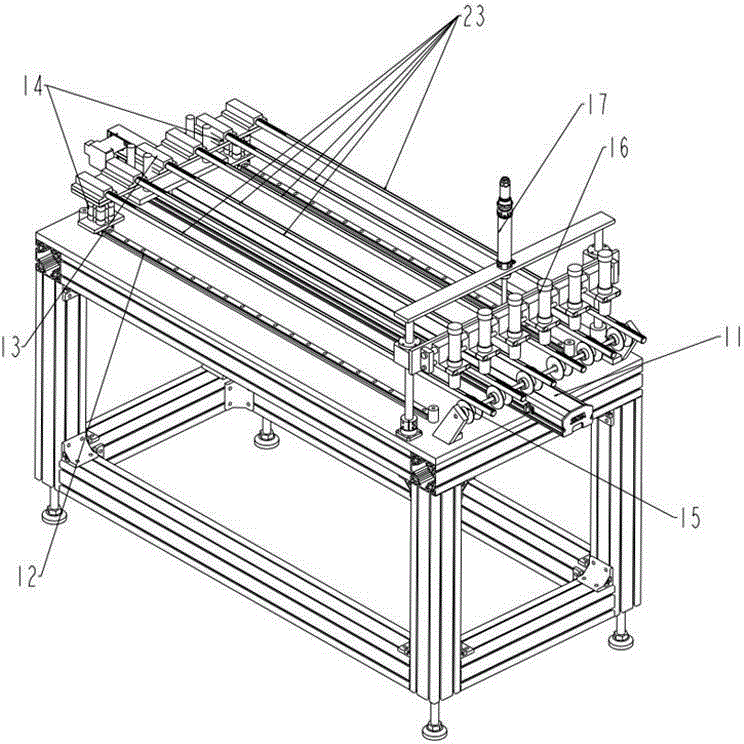
[0039] Such as figure 1 As shown, the LED lamp strip automatic assembly device provided by the present invention includes: a feeding platform 1 for stacking unassembled glass tubes 8; an automatic lamp feeding mechanism 3 whose input end is connected to the connected to the loading platform 1, used to sequentially receive the glass tube 8 on the loading platform 1 and move it to the corresponding position; the lamp belt dispensing mechanism 5, which is connected to one side of the lamp automatic feeding mechanism 3 Adjacent to each other, it is used to evenly apply glue to the LED light strip 23 and insert it into the corresponding glass tube 8; the pressure maintaining mechanism 2 is arranged above the automatic feeding mechanism 3 of the lamp tube, and is used to hold down the glass tube 8, so that the LED light strip 23 is bonded on the inner ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More