

Integral Forming Method of Aluminum Alloy Thin-walled Spherical Head
A spherical head and overall forming technology, applied in the field of precision sheet metal processing, can solve the problems of poor integrity of parts, difficulty in controlling the shape accuracy, and high cost, and achieve the effect of improving efficiency, reducing the amount of subsequent processing, and achieving good integrity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
[0023] The specific embodiment is carried out according to the following process steps:
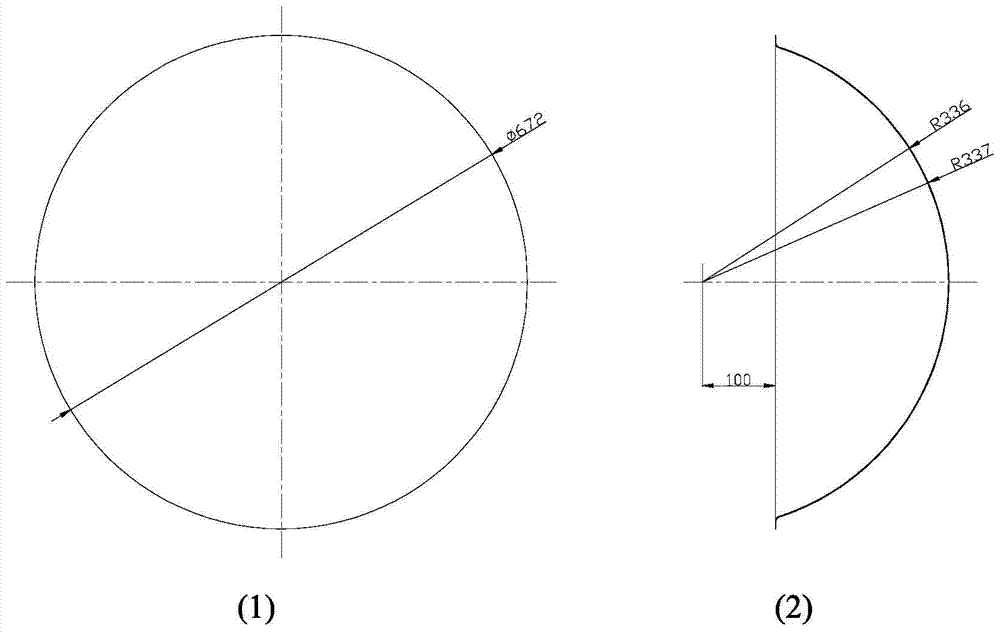
[0024] The first step is to calculate and select the plate: plate thickness = part spherical outer surface area × part thickness / round end cross-sectional area, according to the part size, calculate the part spherical outer surface area = 2πRH = 2π × 337 × 237 = 501831mm 2 , the cross-sectional area of the round end of the spherical cap = π 2 =π×321.8 2 =325163mm 2 . Calculate the required plate thickness through the equal volume method = 501831×1 / 325163 = 1.54mm, select a standard specification plate with similar thickness δ = 1.5mm, and increase the unilateral process margin of 150mm.
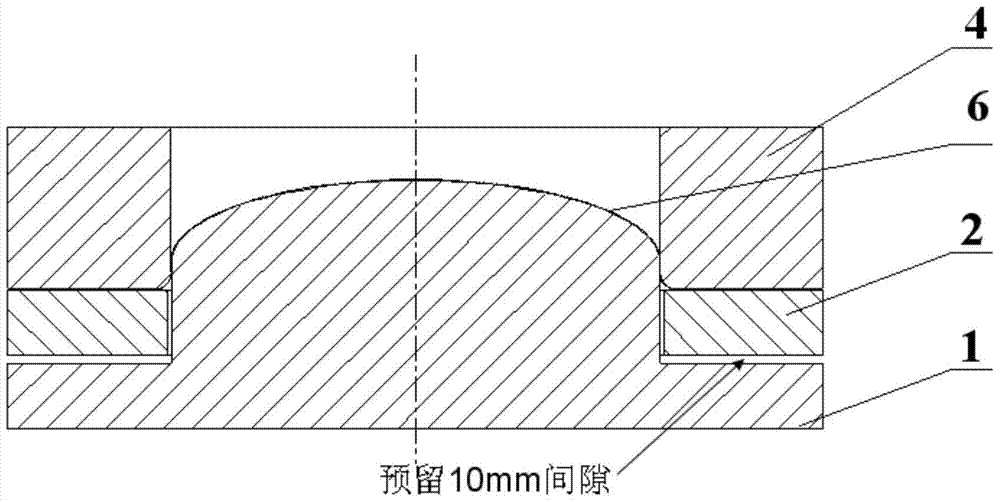
[0025] The second step is to design the preformed blank: the outer area of the designed preformed blank is smaller than the outer surface area of the final part, according to when the preformed blank is put into the Figure 4 In the superplastic forming lower die 5 shown, the minimum gap betwee...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More