

A method of checking whether the welding lock bottom is completely removed
A technology of complete removal and bottom locking, applied in geophysical surveying, instruments, etc., can solve problems such as no observation or detection, flash falling off, narrow space, etc., and achieve the effect of improving the level of detection technology
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
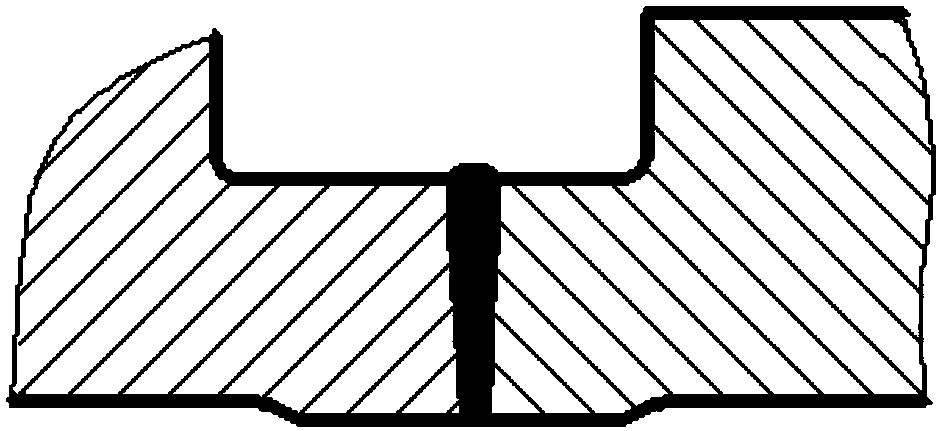
[0024] (1) For the single piece to be welded such as Figure 10 As shown, change the structure of the bottom lock, and increase the lap length of the joint with the bottom lock by 2-3mm compared with the joint without the bottom lock, as shown Image 6 shown.
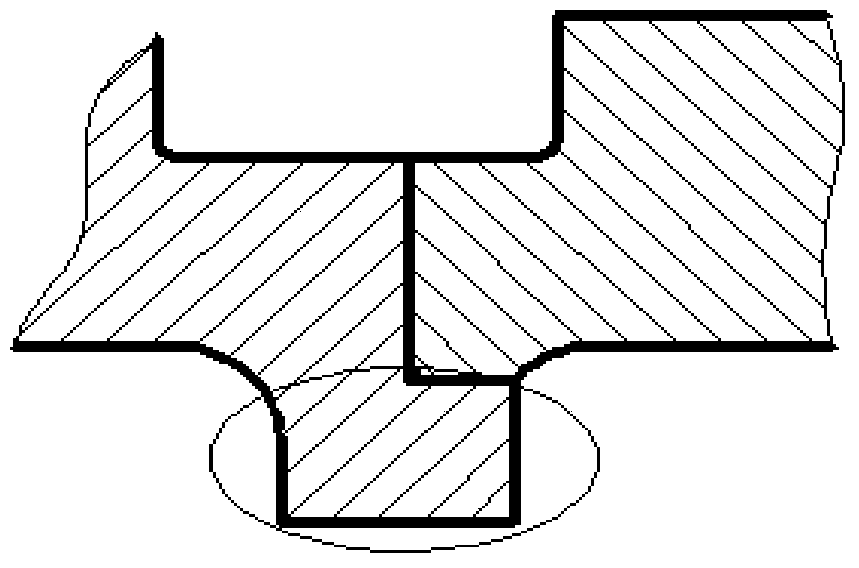
[0025] (2) Perform normal welding; if Figure 7 shown; turning.
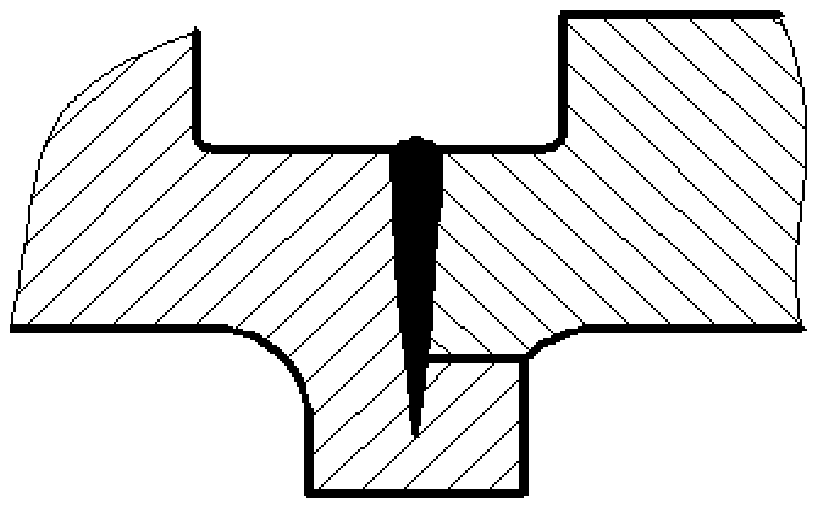
[0026] (3) Inspect the residual flashing of the bottom lock after the bottom lock process is completed. Use your fingers to touch the bottom side of the lock to see if there are any reserved platforms; With this small platform, it is assumed that after the completion of the car bottom lock process, there is a residual flash on the bottom lock, that is, the bottom lock has not been completely removed, but there are several to a dozen thin rings left on the bottom of the lock, such as Figure 8 shown. You can use your fingers to touch the extra 2-3mm platform lock bottom reserved on the bottom side of the lock to detect whether the bottom lock has been ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More