

Welding method for low-alloy and ultrahigh-strength steel with yield strength being 1100 MPa
A technology of yield strength and ultra-high-strength steel, which is applied in the field of ultra-high-strength steel welding, can solve problems such as restricting production efficiency and being unsuitable for ultra-high-strength steel welding, so as to reduce steel consumption and energy consumption, excellent welding process performance, and applicable convenient effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Example Embodiment
[0030] Example 1
[0031] The welding method of yield strength 1100MPa grade low alloy super high strength steel is as follows:
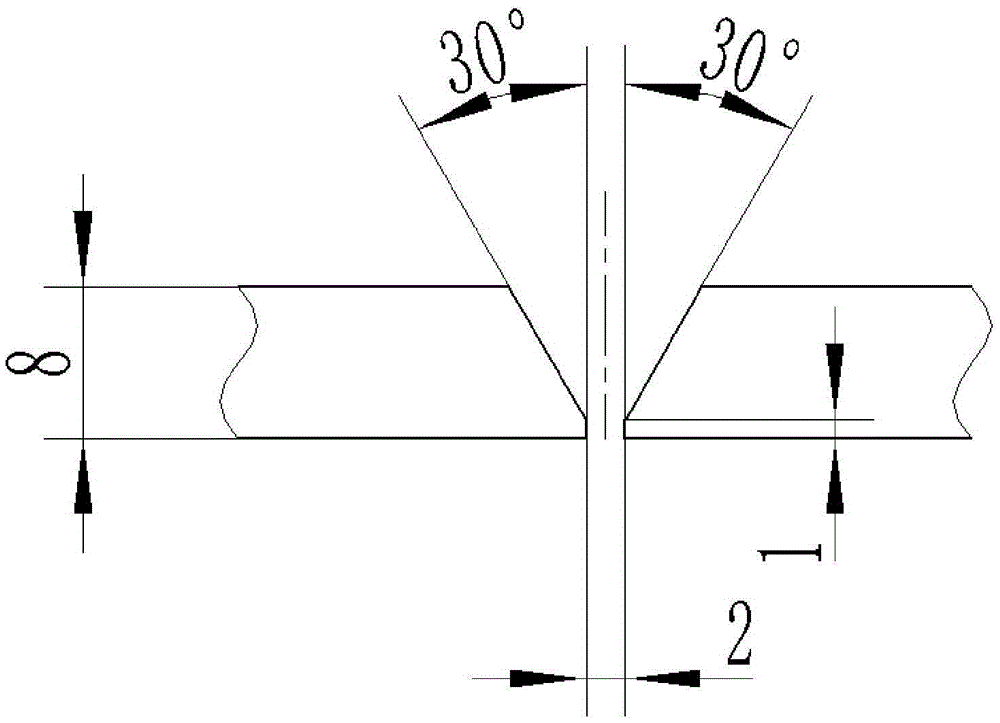
[0032] The steel plate to be welded is ultra-high-strength low-alloy steel with a yield strength of 1100MPa, and the plate thickness combination is 8mm+8mm;
[0033] 1) The weight percentage of the chemical composition of the base metal is: C0.15-0.22%, Si0.20-0.60%, Mn0.60-1.50%, Cr0.30-0.80%, Ni0.400-1.60%, Mo0.10- 0.7%, Nb0.01-0.05%, V0.01-0.05%, Al0.02-0.08%, the base metal production process is smelting-continuous casting-controlled rolling and controlled cooling (TMCP)-quenching + tempering, base material Mechanical properties: R p0.2 =1138MPa, R m =1300MPa, A 50 =9%, the average value of -40 longitudinal impact is 27J;
[0034] 2) Matching welding material: EDFK1000 welding wire, diameter 1mm, the yield strength of the welding wire (R p0.2 )≥900MPa, tensile strength (R m )≥1000MPa, elongation (A)≥11%, -40℃ impact energy (Akv)≥27J;
[0035] 3) Shieldi...
Example Embodiment
[0044] Example 2
[0045] The welding method of yield strength 1100MPa grade low alloy super high strength steel is as follows:
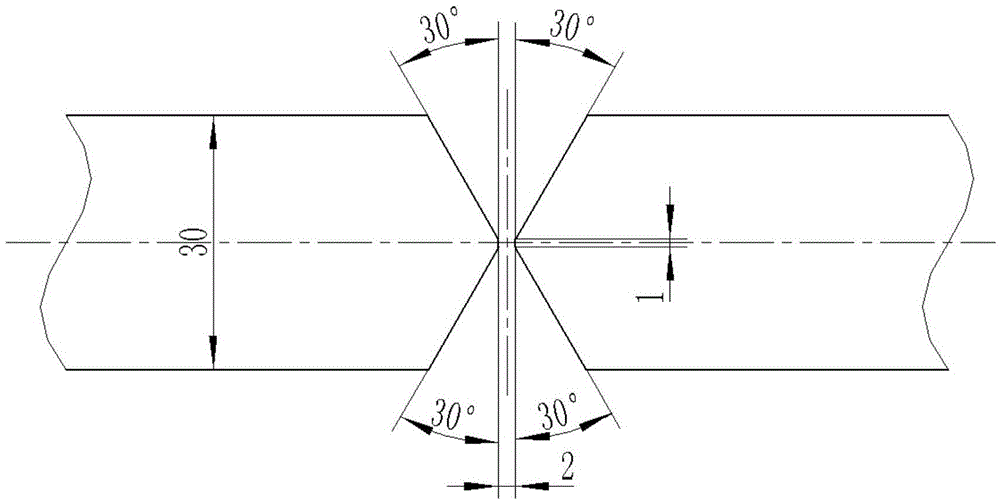
[0046] The steel plate to be welded is an ultra-high-strength low-alloy steel with a yield strength of 1100MPa, and the plate thickness combination is 30mm+30mm;
[0047] 1) The weight percentage of the chemical composition of the base metal is: C0.15-0.22%, Si0.20-0.60%, Mn0.60-1.50%, Cr0.30-0.80%, Ni0.400-1.60%, Mo0.10- 0.7%, Nb0.01-0.05%, V0.01-0.05%, Al0.02-0.08%, the base metal production process is smelting-continuous casting-controlled rolling and controlled cooling (TMCP)-quenching + tempering, base material Mechanical properties: R p0.2 =1138MPa, R m =1380MPa, A 50 =11.8%, -40 longitudinal impact average value 44J;
[0048] 2) Matching welding material: EDFK1000 welding wire, diameter 1.2mm, the weight percentage of chemical composition of the welding wire is: C0.1-0.15%, Si0.5-1.0%, Mn1.5-2.0%, Cr0.25-0.5%, Ni2.0-2.4%, Mo0.4-0.8%, P≤0.015%, S≤0....
Example Embodiment
[0056] Example 3
[0057] The other operation steps are basically the same as the second embodiment of the present invention, except that the combination of plate thickness is 4mm+4mm, and the parameter of welding input energy is controlled between 10-12KJ / cm.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Yield strength | aaaaa | aaaaa |
| Yield strength | aaaaa | aaaaa |
| Yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More