

A gas shielded welding method for 1000mpa steel plate with thickness ≥ 40mm
A welding method and gas shielding technology, applied in welding equipment, welding medium, welding equipment, etc., can solve the problems of low matching, inconvenient actual operation, and small steel plate thickness, and achieve the purpose of avoiding welding cold cracks, excellent strength and toughness matching, and welding Seam forming good effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032] Gas-shielded welding is carried out with a mechanical engineering steel plate of equal thickness with a substrate test plate size of 500mm×300mm×50mm;
[0033] Its welding steps:
[0034] 1) The mechanical properties of the base material: steel Q960 for engineering machinery, with a plate thickness of 50mm and equal thickness butt joint; its mechanical properties are: yield strength R el ≥980MPa, tensile strength R m ≥1020 MPa, elongation A≥12%, impact energy at -20°C is 52J; use 20% CO 2 +80%Ar (volume percentage) argon-rich gas protection for welding;
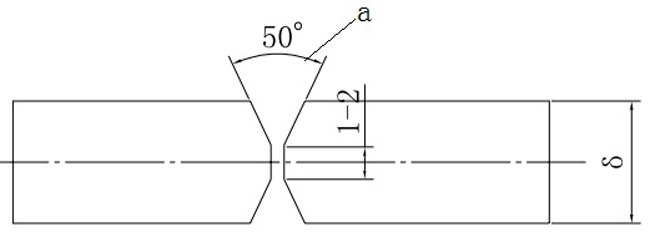
[0035] 2) The gas shielded welding groove adopts double-sided V-shaped symmetrical groove, the groove angle is 50°, and the blunt edge is 1.2mm;
[0036] 3) Matching solid core welding wire: the mechanical properties of the welding wire deposited metal are: yield strength R el ≥930MPa, tensile strength R m ≥1000 MPa, -20°C KV2 impact energy ≥42J, elongation A≥15%; wire diameter Ф1.2mm;
[0037] 4) Welding process: ...
Embodiment 2
[0043] Gas-shielded welding is carried out with a mechanical engineering steel plate of equal thickness with a substrate test plate size of 500mm×300mm×40mm;
[0044] Its welding steps:
[0045] 1) The mechanical properties of the base material: steel Q960 for engineering machinery, with a plate thickness of 40mm and equal thickness butt joint; its mechanical properties are: yield strength R el ≥980MPa, tensile strength R m ≥1020 MPa, elongation A≥12%, impact energy at -20°C is 48J; use 20% CO 2 +80%Ar (volume percentage) argon-rich gas protection for welding;
[0046] 2) The gas shielded welding groove adopts double-sided V-shaped symmetrical groove, the groove angle is 50°, and the blunt edge is 1.5mm;
[0047] 3) Matching solid core welding wire: the mechanical properties of the welding wire deposited metal are: yield strength R el ≥930MPa, tensile strength R m ≥1000 MPa, -20°C KV2 impact energy ≥42J, elongation A≥15%; wire diameter Ф1.2mm;
[0048] 4) Welding process...
Embodiment 3
[0054] Gas-shielded welding is carried out with a mechanical engineering steel plate of equal thickness with a substrate test plate size of 500mm×300mm×50mm;
[0055] Its welding steps:
[0056] 1) Mechanical properties of base material: steel Q890 for construction machinery, plate thickness is 50mm equal thickness butt joint; its mechanical properties are: yield strength R el ≥890MPa, tensile strength R m ≥980 MPa, elongation A≥12%, impact energy at -20°C is 60J; use 20% CO 2 +80%Ar (volume percentage) argon-rich gas protection for welding;
[0057] 2) The gas shielded welding groove adopts double-sided V-shaped symmetrical groove, the groove angle is 50°, and the blunt edge is 1.6mm;
[0058] 3) Matching solid core welding wire: the mechanical properties of the welding wire deposited metal are: yield strength R el ≥930MPa, tensile strength R m ≥1000 MPa, -20°C KV2 impact energy ≥42J, elongation A≥15%; wire diameter Ф1.2mm;
[0059] 4) Welding process:
[0060] a) Preh...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More