

Propeller casting molding method
A casting molding and propeller technology, which is used in casting molding equipment, casting molds, casting mold components, etc., can solve the problems of long production time, long production time, and high labor intensity for a single piece, and can reduce the diameter and size of the propeller hub. Grinder workload and the effect of improving working conditions
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0035] The specific implementation manner of the present invention will be described in further detail below by describing the embodiments with reference to the accompanying drawings.
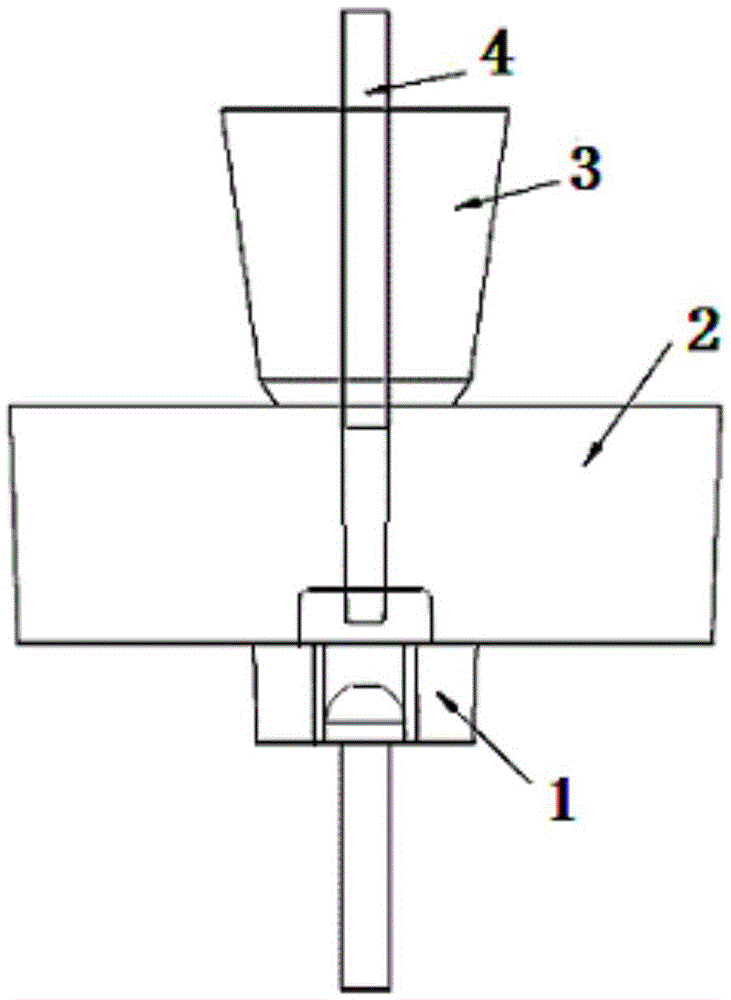
[0036] The propeller casting molding method of the present invention, the propeller casting gating system that adopts, as figure 1 As shown, including the propeller sand core 2, the propeller sand core 4 vertically passes through the center of the propeller sand core 2, and forms a cavity with the propeller sand core 2 for forming the propeller in the propeller sand core 2, and the upper end of the propeller sand core 2 is connected to the riser 3. The lower end is connected to the tile gate sand core 1 for drainage. In the present invention, the propeller sand core 2 is assembled from a plurality of independent blade sand cores.
[0037] When making the blade sand core, install the paddle steel mold on the shell molding machine, align the sand blasting port of the shell molding machine, contr...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More