High-rigidity, low-shrinkage and good-appearance polypropylene composite material and preparation method thereof
A composite material and low-shrinkage technology, which is applied in the field of polypropylene composite materials and modified polypropylene materials, can solve the problems of great loss of material toughness and inability to apply visible parts, etc., and achieve low shrinkage, good appearance, and comprehensive good mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
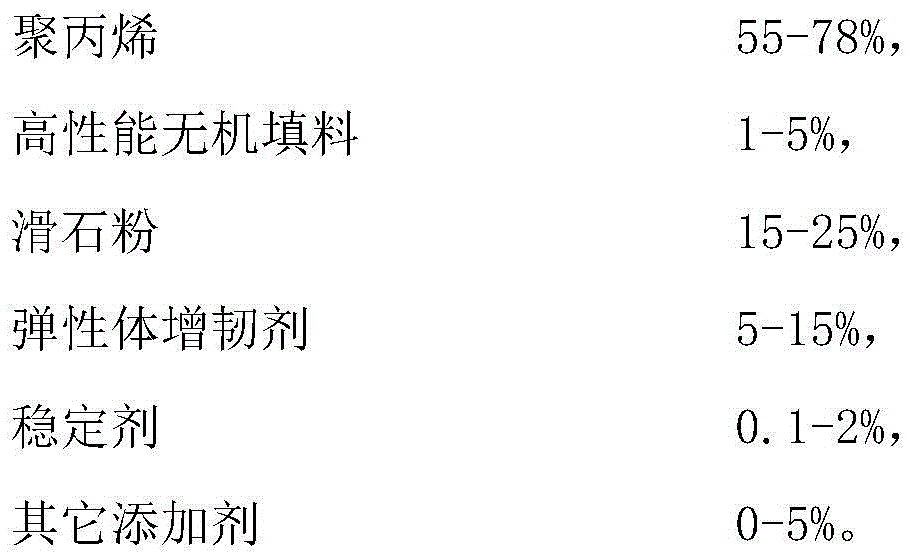
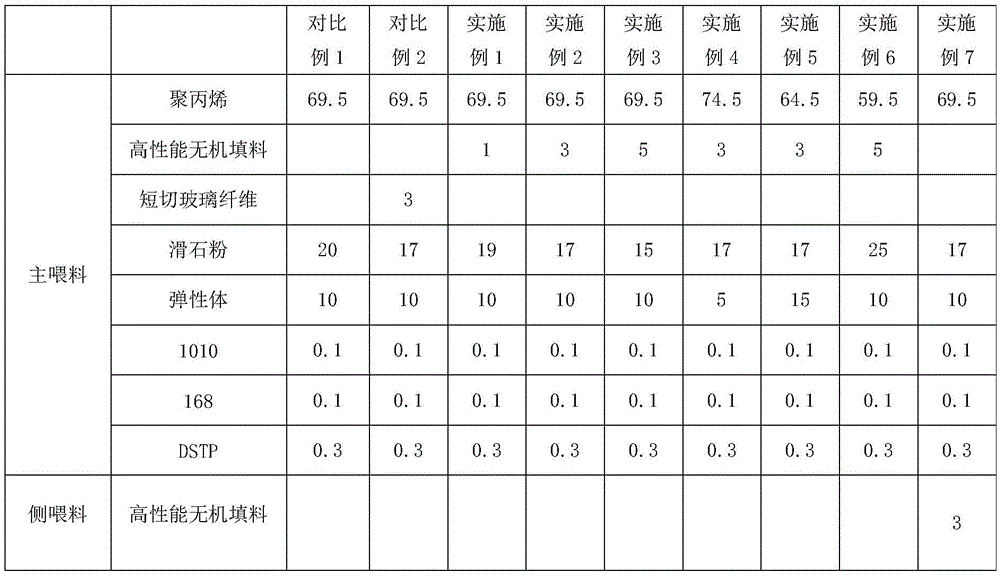
[0032] Weigh 69.5% of polypropylene, 1% of high-performance inorganic filler, 19% of talc, 10% of elastomer, 0.1% of Irganox1010, 0.1% of Igrafos168, and 0.3% of NegonoxDSTP in a high-speed mixer. Minutes, then add to the twin-screw extruder to melt and extrude to granulate. The temperature inside the screw barrel is: 200°C in the first zone, 210°C in the second zone, 210°C in the third zone, 210°C in the fourth zone, 220°C in the head, twin-screw The extruder rotational speed was 400 rpm. After the particles are dried, they are injection molded on an injection molding machine to prepare samples.
Embodiment 2
[0034] Weigh 69.5% of polypropylene, 3% of high-performance inorganic filler, 17% of talcum powder, 10% of elastomer, 0.1% of Irganox1010, 0.1% of Igrafos168, and 0.3% of NegonoxDSTP by weight, and dry mix them in a high-speed mixer for 5 Minutes, then add to the twin-screw extruder to melt and extrude to granulate. The temperature inside the screw barrel is: 200°C in the first zone, 210°C in the second zone, 210°C in the third zone, 210°C in the fourth zone, 220°C in the head, twin-screw The extruder rotational speed was 400 rpm. After the particles are dried, they are injection molded on an injection molding machine to prepare samples.
Embodiment 3
[0036] Weigh 69.5% of polypropylene, 5% of high-performance inorganic filler, 15% of talcum powder, 10% of elastomer, 0.1% of Irganox1010, 0.1% of Igrafos168, and 0.3% of NegonoxDSTP in a high-speed mixer. Minutes, then add to the twin-screw extruder to melt and extrude to granulate. The temperature inside the screw barrel is: 200°C in the first zone, 210°C in the second zone, 210°C in the third zone, 210°C in the fourth zone, 220°C in the head, twin-screw The extruder rotational speed was 400 rpm. After the particles are dried, they are injection molded on an injection molding machine to prepare samples.
PUM
| Property | Measurement | Unit |
|---|---|---|
| melt flow index | aaaaa | aaaaa |
| melt flow index | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com