

Powder metallurgy brake shoe for electric locomotive
A technology of powder metallurgy and electric locomotives, applied in the direction of mechanical equipment, friction linings, brake parts, etc., can solve the problems of train braking, tread wear, cracks or peeling, etc., and achieve excellent machining performance and lubricating performance OK, add reasonable effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
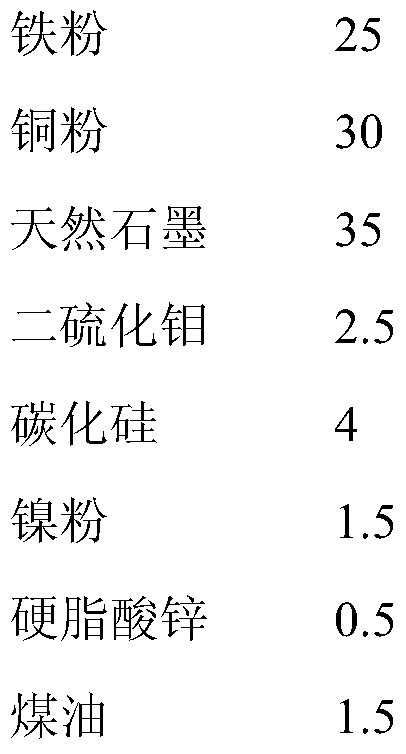
Embodiment 1
[0101] 1. Prepare the raw materials according to the following proportions by weight:
[0102]
[0103] 2. Under normal temperature, iron powder, copper powder, additives and zinc stearate are uniformly mixed to obtain the first premix; then natural graphite and kerosene are uniformly mixed to obtain the second premix; The first premix and the second premix were added to the mixing equipment and mixed for 7 hours to prepare the premix.
[0104] 3. Put the premixed material in a mold for pressing treatment. The pressing equipment is a 315-ton hydraulic press with a pressing specific gravity of 5.3 to obtain a tile-shaped powder metallurgy brake shoe friction block blank.
[0105] 4. Roast the tile-shaped powder metallurgy brake shoe friction block blank, firstly increase the temperature of the sintering furnace to 1050°C within 5.5 hours, then keep it at this temperature for 4.5 hours, and then cool it to room temperature with cold water to obtain A tile-shaped powder metal...
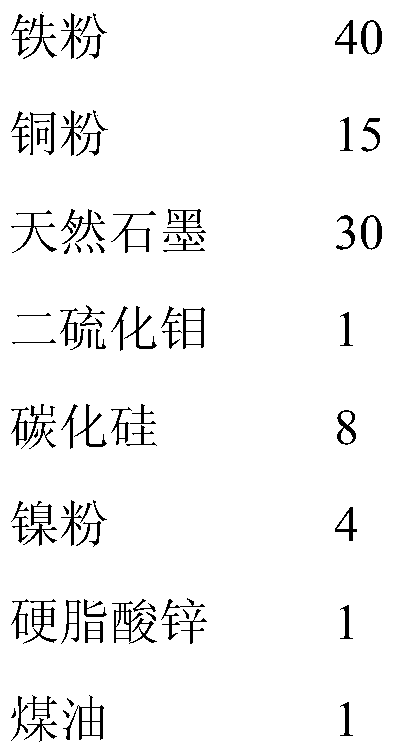
Embodiment 2
[0112] 1. Prepare the raw materials according to the following proportions by weight:
[0113]
[0114] 2. Under normal temperature, iron powder, copper powder, additives and zinc stearate are uniformly mixed to obtain the first premix; then natural graphite and kerosene are uniformly mixed to obtain the second premix; The first premix and the second premix were added to the mixing equipment and mixed for 6 hours to prepare the premix.
[0115] 3. Put the premixed material in a mold for pressing treatment. The pressing equipment is a 315-ton hydraulic press with a pressing specific gravity of 5.6 to prepare a powder metallurgy brake shoe friction block blank.
[0116] 4. Roast the powder metallurgy brake shoe friction block blank, firstly increase the temperature of the sintering furnace to 1000°C within 5 hours, then keep it at this temperature for 6 hours, and then cool it to room temperature with cold water to obtain a tile-shaped powder metallurgy Brake shoe friction b...
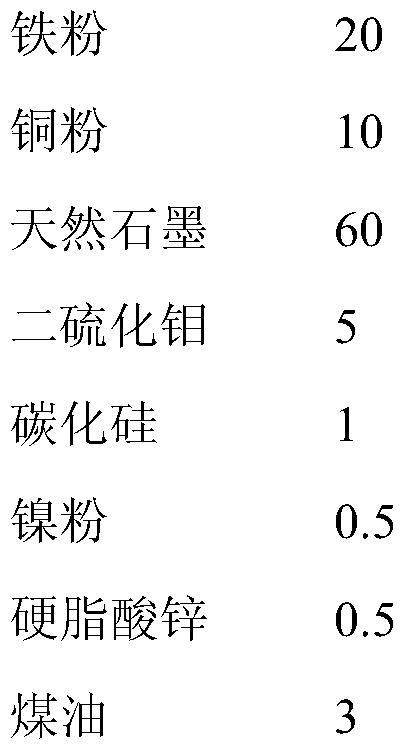
Embodiment 3
[0123] 1. Prepare the raw materials according to the following proportions by weight:
[0124]
[0125] 2. Under normal temperature, iron powder, copper powder, additives and zinc stearate are uniformly mixed to obtain the first premix; then natural graphite and kerosene are uniformly mixed to obtain the second premix; The first premix and the second premix were added to the mixing equipment and mixed for 10 hours to prepare the premix.
[0126] 3. Put the premixed material in a mold for pressing treatment. The pressing equipment is a 315-ton hydraulic press with a pressing specific gravity of 5.0 to prepare a powder metallurgy brake shoe friction block blank.
[0127] 4. Roast the powder metallurgy brake shoe friction block blank, firstly increase the temperature of the sintering furnace to 1100°C within 6 hours, then keep it at this temperature for 3 hours, and then cool it to room temperature with cold water to obtain a tile-shaped powder metallurgy Brake shoe friction ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More