

Slab rolling method
A form rolling and finishing rolling technology, which is applied in the field of plane shape control, can solve the problems of increased shear loss, large changes in roll shape and thickness width, uneven plane shape, etc., to reduce shear loss, improve uniformity, and improve product yield rate effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0018] The present invention will be further described below in conjunction with the accompanying drawings.
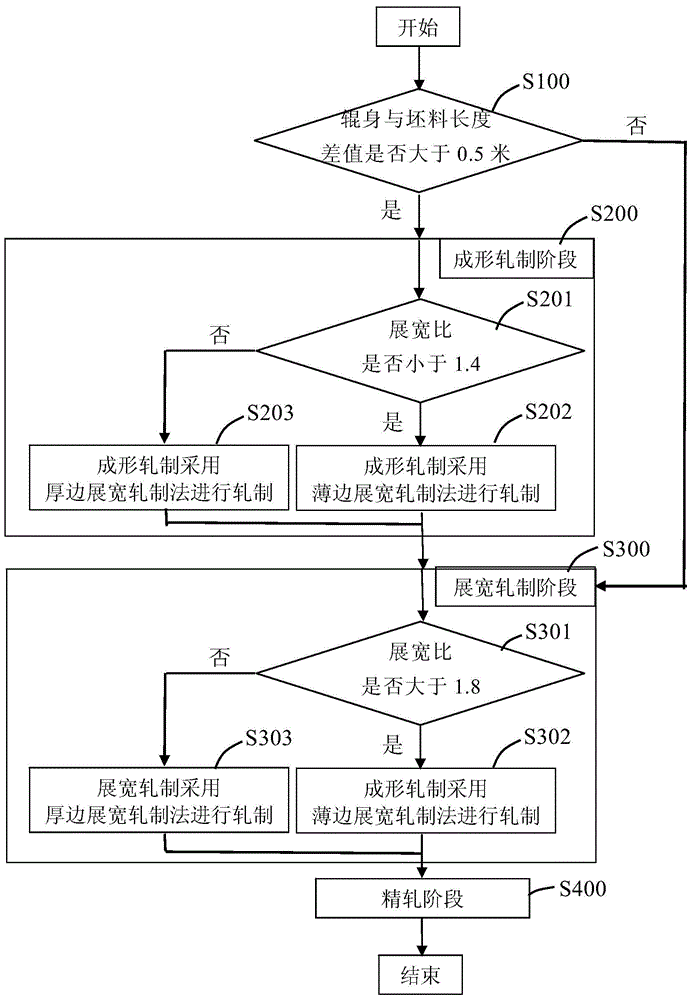
[0019] Such as figure 1 As shown, the thick plate rolling method of the present invention includes three stages of forming rolling (S200), widening rolling (S300), and finishing rolling (S400). Whether the difference obtained by subtracting the length of the billet from the body length is greater than 0.5 meters (S100), if the difference is not greater than 0.5 meters, then directly carry out widening rolling (S300), if the difference is greater than 0.5 meters, then perform forming rolling (S200 );
[0020] When performing the forming rolling, it is first judged whether the expansion ratio of the billet is less than 1.4 (S201), if the expansion ratio of the billet is less than 1.4, then rolling is carried out by using the thin edge widening rolling method (S202), if the expansion ratio of the billet is less than 1.4 If it is not less than 1.4, the rolling is carried...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More