

A two-time glue spraying process for the back plate of a disc brake pad
A technology of disc brake and back plate, which is applied in the direction of pretreatment surface, device for coating liquid on the surface, coating, etc. It can solve the problems of low friction coefficient at high temperature, low shear strength, glue overflow, etc. Achieve the effects of stable friction coefficient at high temperature, guaranteed braking safety, and improved bonding effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
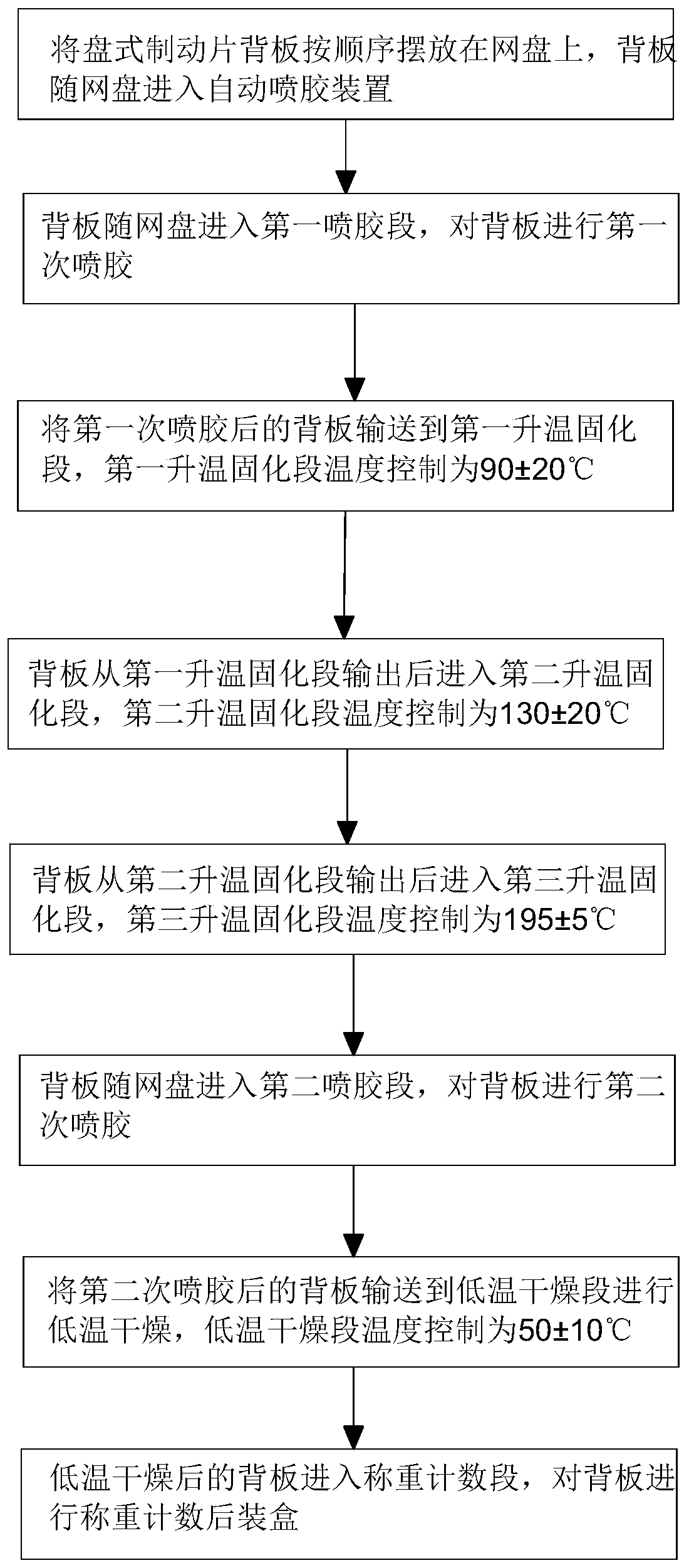
[0031] Such as figure 1 Shown, provide a kind of double glue spraying process of disc brake pad back plate, described glue spraying process comprises the steps:
[0032] Step 1. Place the disc brake pad back plates on the net disk in order, and the back plate enters the automatic glue spraying device with the net disc; the disc brake pads are discharged in sequence, without tilting, extrusion, or flipping and other phenomena, the network disk is made of stainless steel, and before use, ensure that there is no deformation of the network disk to prevent chucking during the transportation process;
[0033] Step 2. The backplane enters the first glue spraying section along with the network disk, and spray glue on the backplane for the first time; the glue used for the first spray glue is colorless and transparent glue, and the colorless and transparent glue is composed of epoxy Adhesive, the specific gravity of colorless and transparent glue is 0.8790-0.890, the atomization press...
Embodiment 2
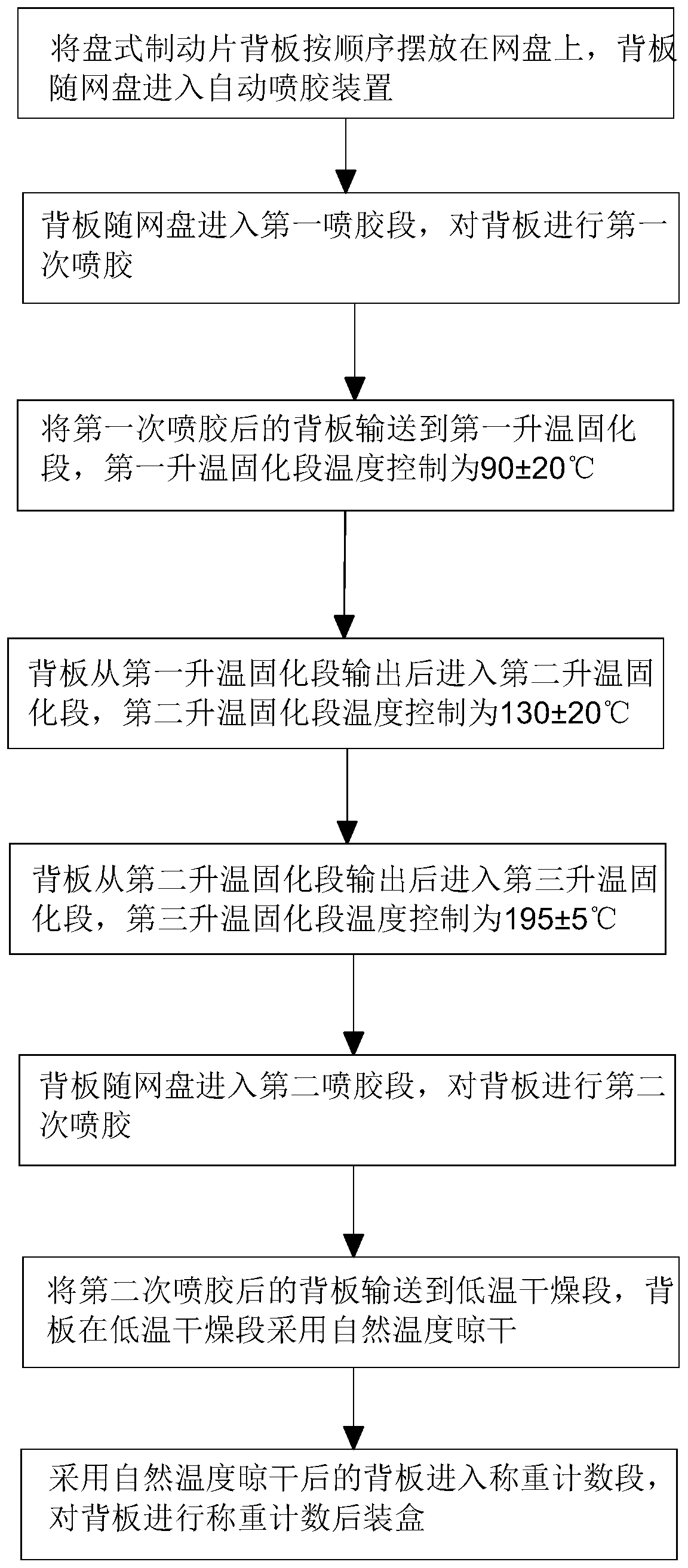
[0043] Such as figure 2 Shown, provide a kind of double glue spraying process of disc brake pad back plate, described glue spraying process comprises the steps:
[0044] Step 1. Place the disc brake pad back plates on the net disk in order, and the back plate enters the automatic glue spraying device with the net disc; the disc brake pads are discharged in sequence, without tilting, extrusion, or flipping and other phenomena, the network disk is made of stainless steel, and before use, ensure that there is no deformation of the network disk to prevent chucking during the transportation process;
[0045] Step 2. The backplane enters the first glue spraying section along with the network disk, and spray glue on the backplane for the first time; the glue used for the first spray glue is colorless and transparent glue, and the colorless and transparent glue is composed of epoxy Adhesive, the specific gravity of colorless and transparent glue is 0.8790-0.890, the atomization pres...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More