

Upsetting forming method of ultra-large height-diameter ratio metal blank
A high-diameter ratio, metal billet technology, applied in the field of plastic processing, can solve problems such as the inability to select a larger diameter billet, the bottleneck of forging forming, and the difficulty in controlling the internal structure quality, so as to simplify the upsetting process and reduce upsetting The effect of increasing power and expanding the processing range of equipment
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
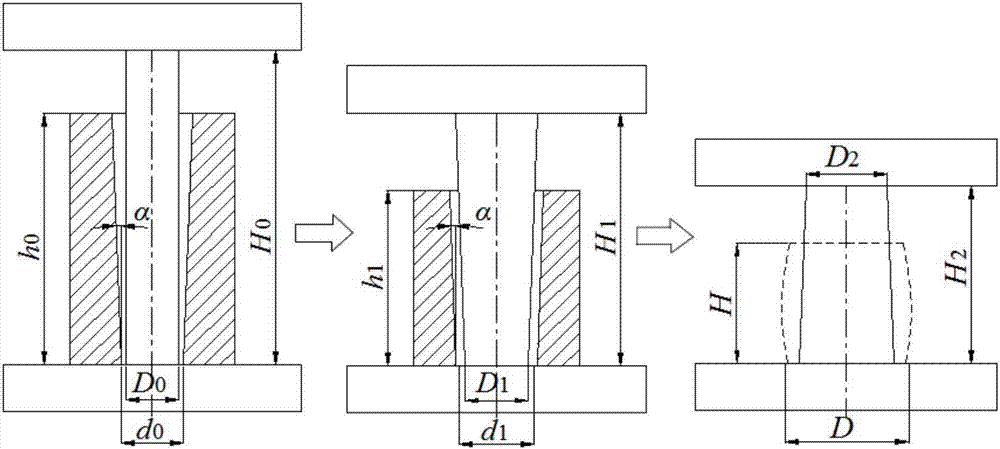
[0019] Such as figure 1 As shown, taking the upsetting of a steel billet with a height-to-diameter ratio of 7 as an example, the initial upsetting size of the billet is diameter D 0 =600mm, height H 0 = 4200mm, the target size of the upset forming part is diameter D = 1000mm, height H = 1512mm, the upset forming is realized according to the following steps:
[0020] 1) Determine the upsetting pass in the mold, and calculate it according to the following formula:
[0021] Taking the diameter increase rate k of the upsetting blank in the mold as 20%, and the height-to-diameter ratio λ of the free upsetting blank as 2.34, the calculation determines that the number of upsetting passes in the mold is two times, and the entire upsetting process is two times in the mold , free upsetting once;
[0022] 2) The upsetting ratio design is calculated according to the following formula:
[0023] Determine the upsetting ratio of the two molds as 30.56%, and the free upsetting ratio a...
Embodiment 2
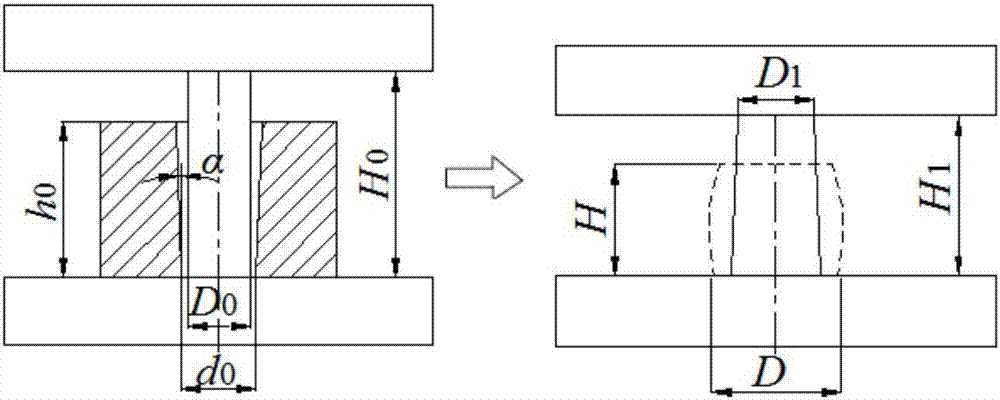
[0029] Such as figure 2 As shown, taking the upsetting of an aluminum alloy billet with a height-to-diameter ratio of 3.3 as an example, the initial upsetting size of the billet is diameter D 0 =500mm, height H 0 = 1650mm, the target size of the upset forming part is diameter D = 660mm, height H = 947mm, the upset forming is realized according to the following steps:
[0030] 1) Determine the upsetting pass in the mold, and calculate it according to the following formula:
[0031] Taking the diameter increase rate k of the upsetting blank in the mold as 15%, and the height-to-diameter ratio λ of the free upsetting blank as 2.17, the calculation determines that the upsetting pass in the mold is one time, and the entire upsetting process is one upsetting in the mold, free upsetting once;
[0032] 2) The upsetting ratio design is calculated according to the following formula:
[0033] The upsetting ratio in the mold is 24.39%, and the free upsetting ratio is 24.10%;
[...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More