

A kind of high-performance antibacterial ps composite material and preparation method thereof
A composite material and high-performance technology, which is applied in the field of high-performance antibacterial PS composite materials and its preparation, can solve the problems of low antibacterial performance and mechanical properties, and achieve the effects of improving antibacterial performance, relieving local stress concentration, and enhancing interface force
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
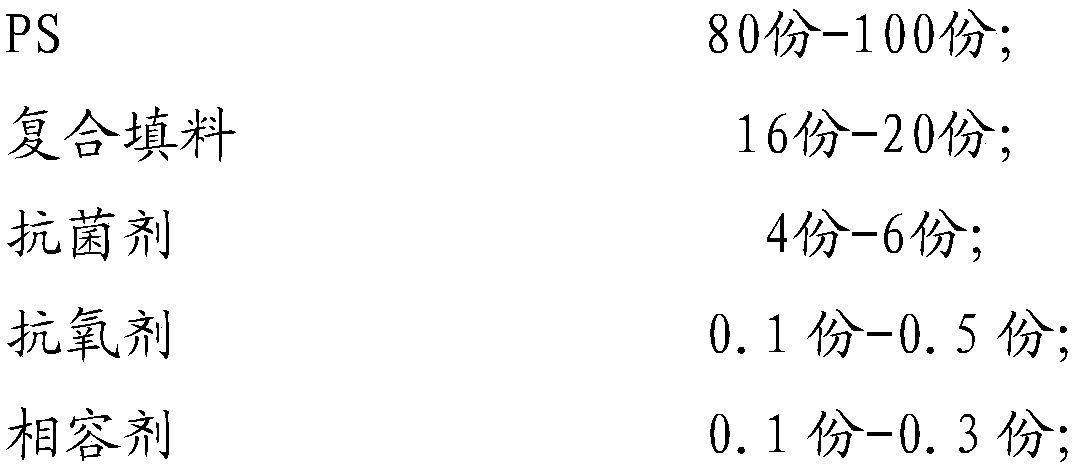
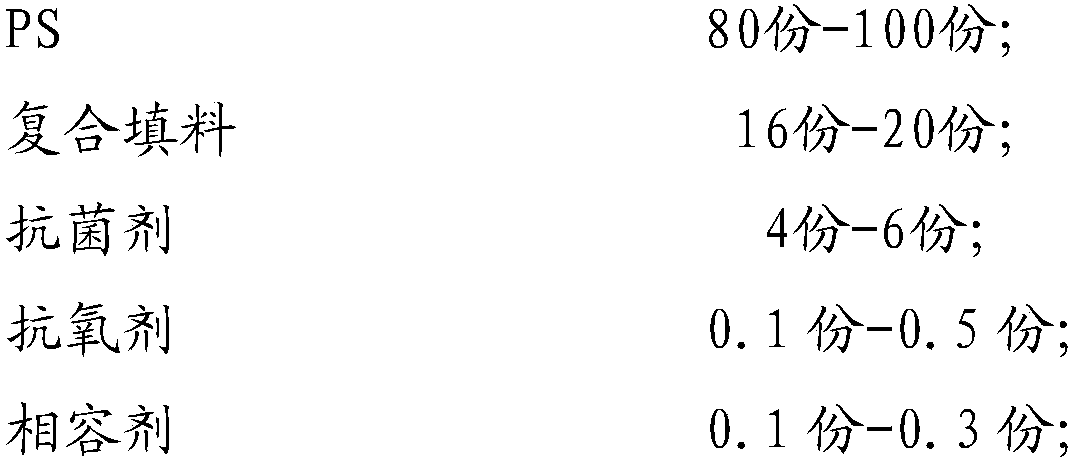
[0038] A high-performance antibacterial PS composite material and a preparation method thereof, comprising the following steps:
[0039] (1) Weigh 80-100 parts of PS, 16-20 parts of composite filler, 4-6 parts of antibacterial agent, 0.1-0.5 part of antioxidant, 0.1-0.3 part of SEBS-g-MAH, mix and stir Uniformly, to obtain a mixture;
[0040] (2) Extruding and granulating the mixture obtained in step (1) to obtain a PS composite material.
[0041] Step (2) is specifically: use a twin-screw extruder to extrude and granulate, wherein the twin-screw extruder includes six temperature zones arranged in sequence, the temperature in the first zone is 150-170°C, and the temperature in the second zone is 200-240°C. ℃, the temperature of the third zone is 200~240℃, the temperature of the fourth zone is 200~240℃, the temperature of the fifth zone is 200~240℃, the temperature of the sixth zone is 200~240℃, the temperature of the head is 200~240℃, and the screw speed is 200~280r / min.
Embodiment 1
[0043] (1) Weigh 80 parts of PS, 16 parts of composite filler, 4 parts of Ionpure, 0.1 part of Irganox168, 0.1 part of SEBS-g-MAH, mix and stir evenly to obtain a mixture;
[0044] (2) Extruding and granulating the mixture obtained in the step (1) to obtain PS composite material P1.
[0045] Among them, the temperature and screw speed of each zone of the twin-screw extruder are respectively: the temperature of the first zone is 150°C, the temperature of the second zone is 200°C, the temperature of the third zone is 200°C, the temperature of the fourth zone is 200°C, the temperature of the fifth zone is 200°C, and the temperature of the sixth zone is 200°C. The head temperature is 200°C, and the screw speed is 200r / min.
Embodiment 2
[0047] (1) Weigh 100 parts of PS, 20 parts of composite filler, 6 parts of Zeomic, 0.1 part of Irganox168, 0.2 part of Irganox1010, 0.2 part of Irganox1330, 0.3 part of SEBS-g-MAH, mix and stir evenly to obtain a mixture;
[0048] (2) Extruding and granulating the mixture obtained in step (1) to obtain PS composite material P2.
[0049] Among them, the temperature and screw speed of each zone of the twin-screw extruder are respectively: the temperature of the first zone is 170°C, the temperature of the second zone is 240°C, the temperature of the third zone is 240°C, the temperature of the fourth zone is 240°C, the temperature of the fifth zone is 240°C, and the temperature of the sixth zone is 240°C. The head temperature is 240°C, and the screw speed is 280r / min.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More