

Online aluminum alloy plate quenching process and equipment
An aluminum alloy plate and quenching equipment technology, applied in quenching devices, heat treatment equipment, manufacturing tools, etc., can solve the problems of unfavorable quenching solid solution performance, long production cycle, and high quenching cost, so as to ensure quenching solid solution performance and reduce quenching. cost, the effect of avoiding waste of energy consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0047] An aluminum alloy plate online quenching process is characterized in that it comprises the following steps:
[0048] A. Rolling: Roll the aluminum alloy plate to the size required by the process, and control the temperature of the rolled aluminum alloy plate to not be lower than 460°C, and the thickness of the aluminum alloy plate to be 250mm;
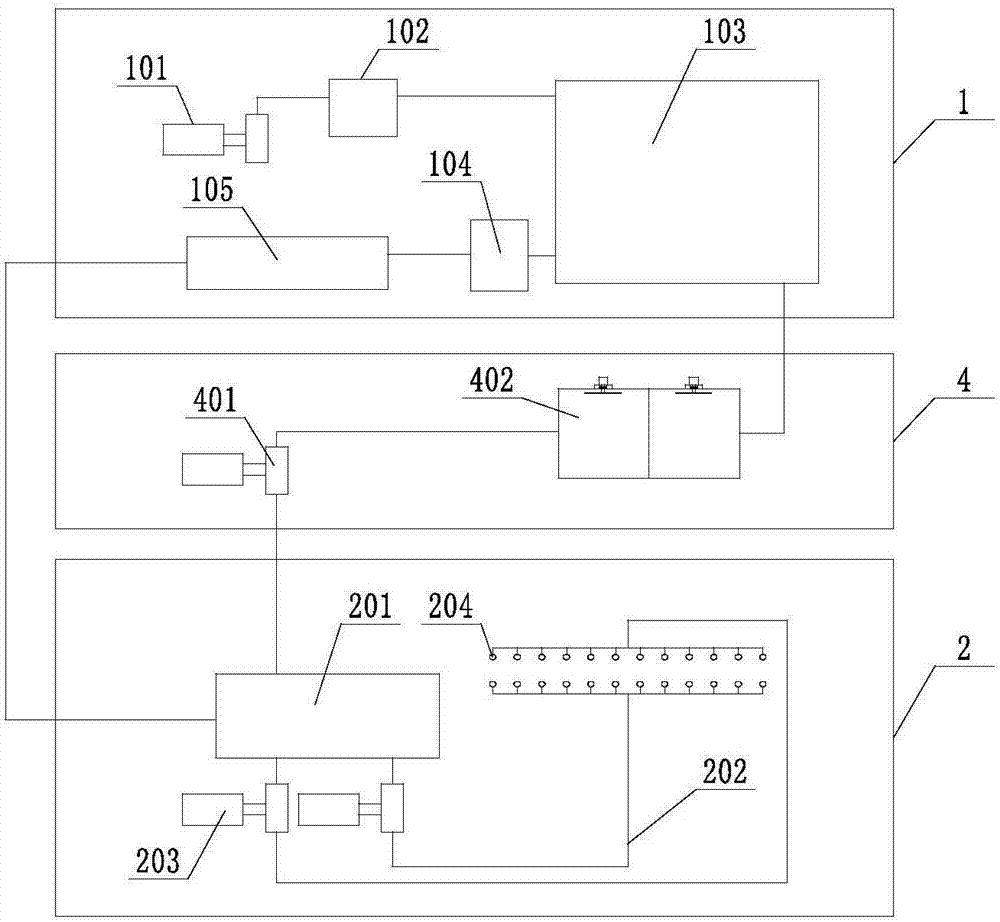
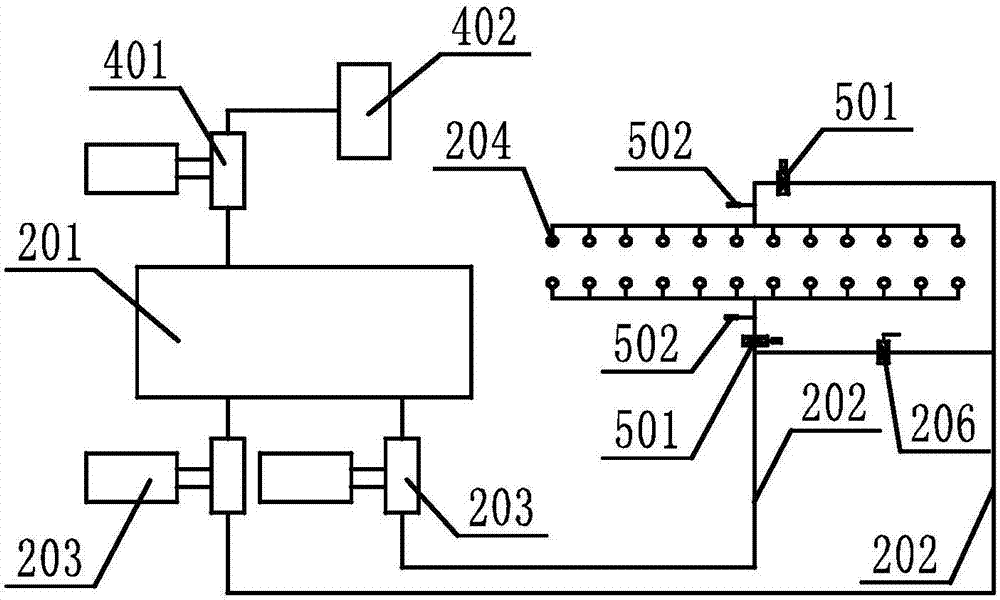
[0049] B. Spraying preparation: The rolled aluminum alloy plate enters the entrance of the spraying area at a speed of 160m / min through the conveying device, and at the same time starts the conveying device in the spraying area to control the speed of the conveying device in the spraying area 9m / s;
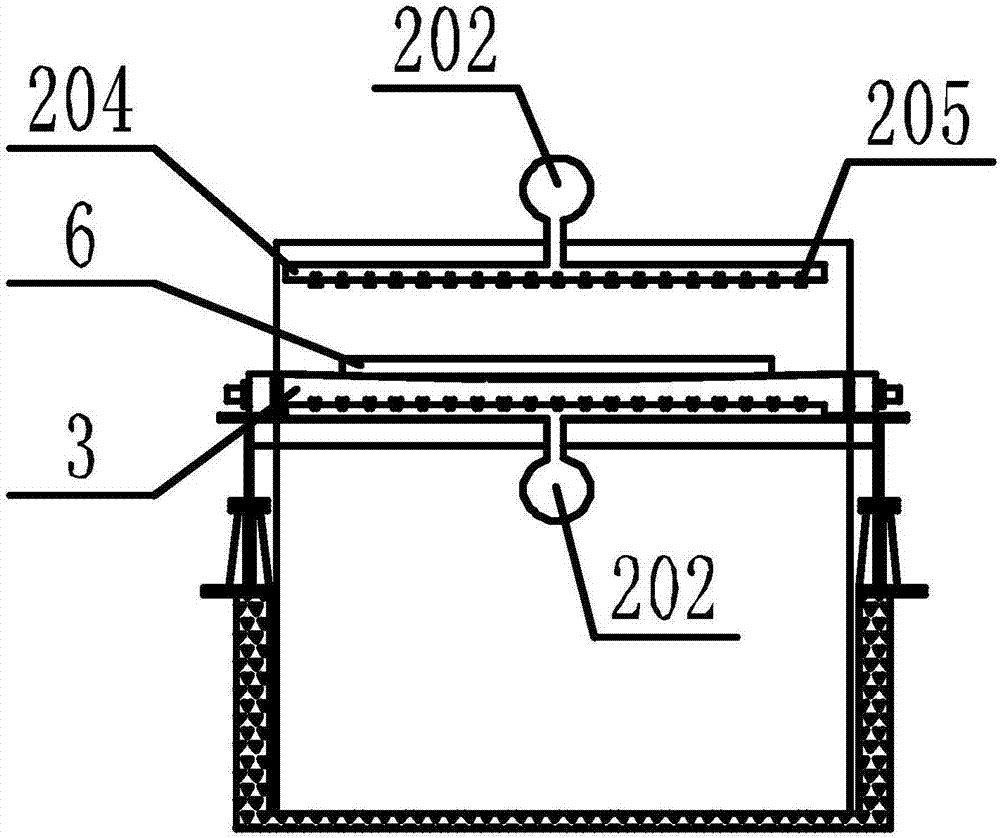
[0050] C. Rapid spraying: the rolled aluminum alloy plate enters and passes through the spray area, and sprays the upper and lower sides of the aluminum alloy plate with deionized water at the same time, and the spray water pressure on the upper plate surface is controlled to 3.8 kg water pressure. The spray water pressure on the l...
Embodiment 2
[0053] Embodiment 2: an aluminum alloy plate online quenching process, is characterized in that, comprises the following steps:
[0054] A. Rolling: Roll the aluminum alloy plate to the size required by the process, and control the temperature of the rolled aluminum alloy plate to not be lower than 460°C, and the thickness of the aluminum alloy plate to be 60mm;
[0055] B. Spraying preparation: The rolled aluminum alloy plate enters the entrance of the spraying area at a speed of 200m / min through the conveying device, and at the same time starts the conveying device in the spraying area to control the speed of the conveying device in the spraying area 11m / s;
[0056] C. Rapid spraying: the rolled aluminum alloy plate enters and passes through the spray area, and sprays the upper and lower sides of the aluminum alloy plate with deionized water at the same time, and the spray water pressure on the upper plate surface is controlled to 3.8 kg water pressure. The spray water pres...
Embodiment 3
[0059] Embodiment 3: an aluminum alloy plate online quenching process, is characterized in that, comprises the following steps:
[0060] A. Rolling: Roll the aluminum alloy plate to the size required by the process, and control the temperature of the rolled aluminum alloy plate to not be lower than 460°C, and the thickness of the aluminum alloy plate is 120mm;
[0061] B. Spraying preparation: The rolled aluminum alloy plate enters the entrance of the spraying area at a speed of 180m / min through the conveying device, and at the same time starts the conveying device in the spraying area to control the speed of the conveying device in the spraying area 10m / s;
[0062] C. Rapid spraying: the rolled aluminum alloy plate enters and passes through the spray area, and sprays the upper and lower sides of the aluminum alloy plate with deionized water at the same time, and the spray water pressure on the upper plate surface is controlled to 3.8 kg water pressure. The spray water pressu...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More