

A kind of secondary cold-rolled tin plate for screw cap and production method thereof
A technology of secondary cold rolling and production method, which is applied in the direction of hot-dip plating process, coating, metal material coating process, etc., can solve the problems of difficult control of plate shape, high process cost, difficult acid rolling and other problems, and achieve Effect of improving surface quality, small anisotropy, and reducing alloy cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
[0052] The mass percentages of chemical components formed by conventional continuous casting methods are C0.03%, Si0.01%, Mn0.18%, P0.010%, S0.005%, Als0.066%, N0.0080%, and the rest is Fe and impurity slabs.
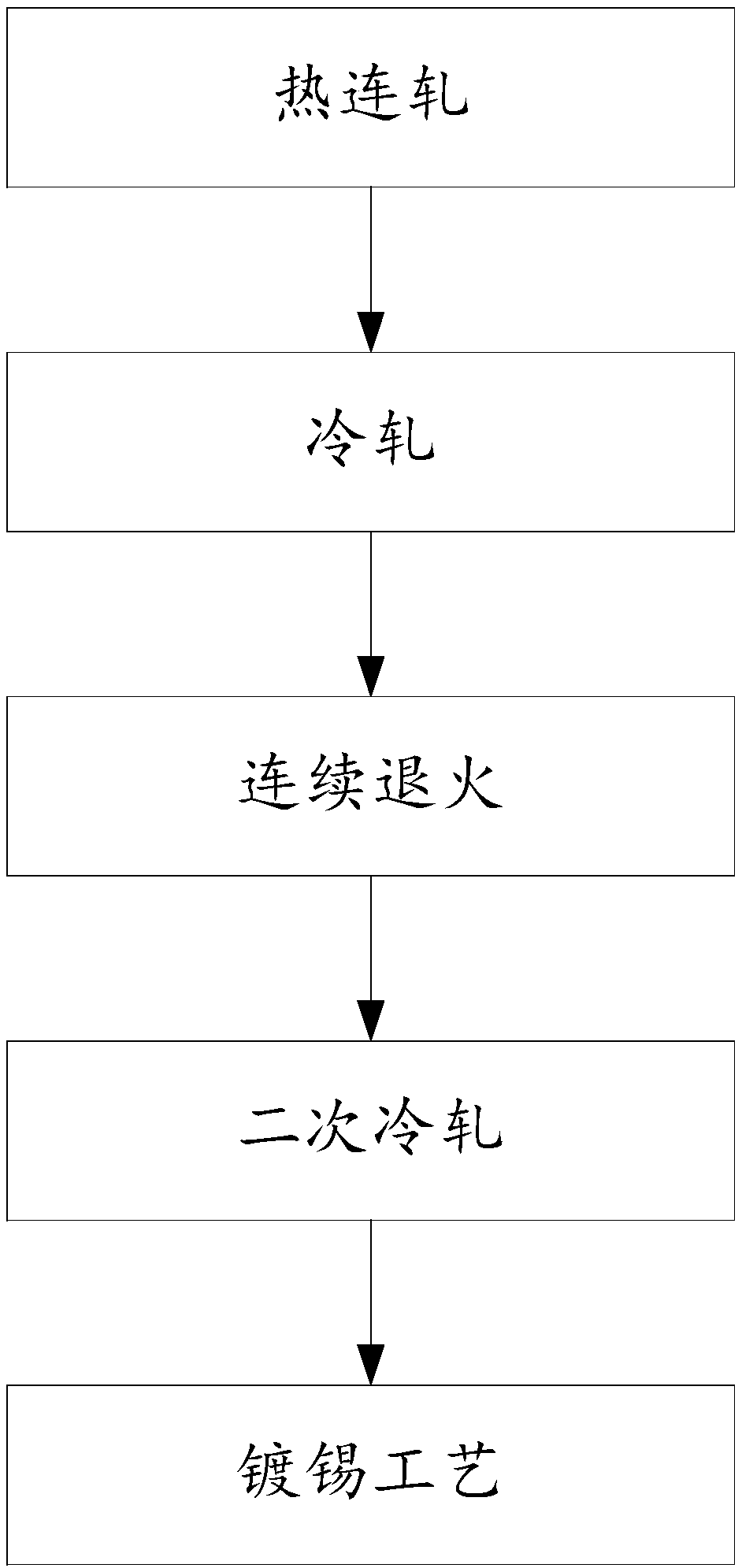
[0053] Then, let the slab pass through the hot continuous rolling unit, that is, heating, rough rolling and descaling, rough rolling, head and tail cutting, finishing rolling and descaling, finishing rolling, laminar cooling, and coiling for hot continuous rolling. Among them, the heating temperature of the heating furnace is 1220°C, the rough rolling adopts 1+5 passes, the final rolling temperature of the finishing rolling unit is 877°C, and the coiling temperature is 667°C. In this way, after rough rolling, finish rolling, and laminar cooling, it is coiled by a coiler; , trimming, continuous cold rolling, continuous annealing, secondary cold rolling, and tin plating for cold rolling annealing and tin plating, wherein the continuous annealing temperature is 682°C, the...
example 2
[0055] The mass percentages of chemical components formed by conventional continuous casting methods are C0.05%, Si0.015%, Mn0.29%, P0.012%, S0.007%, Als0.045%, N0.0105%, and the rest is Fe and impurity slabs.
[0056] Then, let the slab pass through the hot continuous rolling unit, that is, heating, rough rolling and descaling, rough rolling, head and tail cutting, finish rolling and descaling, finish rolling, laminar cooling, and coiling for hot continuous rolling. The heating temperature is 1255°C, the rough rolling adopts 3+3 passes, the final rolling temperature of the finishing rolling unit is 858°C, and the coiling temperature is 715°C. In this way, after rough rolling, finish rolling, and laminar cooling, it is coiled by a coiler; , edge trimming, continuous cold rolling, continuous annealing, secondary cold rolling, and tin plating for cold rolling annealing and tin plating, wherein the continuous annealing temperature is 690°C, the secondary cold rolling rate is 18%...
example 3
[0058] The mass percentages of chemical components formed by conventional continuous casting methods are C0.04%, Si0.008%, Mn0.25%, P0.013%, S0.005%, Als0.033%, N0.0133%, and the rest is Fe and impurity slabs.
[0059] Then, let the slab pass through the hot continuous rolling unit, that is, heating, rough rolling and descaling, rough rolling, head and tail cutting, finish rolling and descaling, finish rolling, laminar cooling, and coiling for hot continuous rolling. The heating temperature is 1247°C, the rough rolling adopts 3+3 passes, the final rolling temperature of the finishing rolling unit is 887°C, and the coiling temperature is 693°C. In this way, after rough rolling, finish rolling, and laminar cooling, it is coiled by a coiler; , edge trimming, continuous cold rolling, continuous annealing, secondary cold rolling, and tin plating for cold rolling annealing and tin plating, wherein the continuous annealing temperature is 716°C, the secondary cold rolling rate is 15%...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More