

Abrasion homogenizing method for pin roller surface
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] A preferred embodiment of the present invention will be described in detail below with reference to the accompanying drawings.
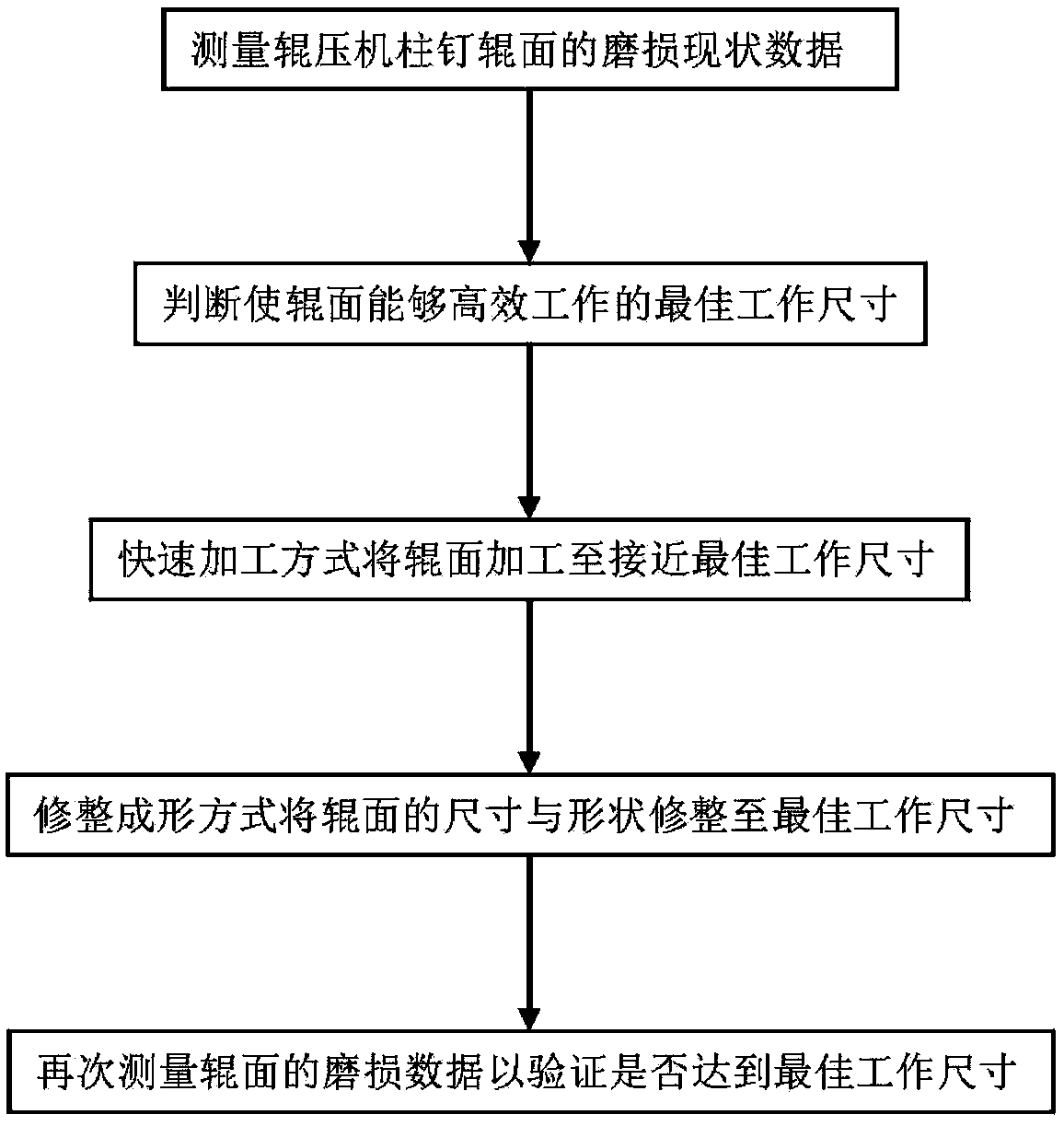
[0021] The wear homogenization method of the stud roller surface adopted by the present invention comprises the following steps: (1) measuring wear data: calculating the wear status data of the stud roller surface of the roller press through online or offline measurement means, and in the wear status After the data calculation is completed, it is first necessary to judge whether the diameter difference between the edge part and the middle part of the width of the stud roller surface is greater than 10mm. If it is greater than 10mm, perform homogenization and enter step (2); Amount of homogenization: Calculate the total amount of homogenization that needs to be homogenized according to the wear status data and the optimal working size that can make the stud roller surface work efficiently. The optimal working size is the roller surface of the ro...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More