

Multi-pass spinning forming method for long barrel with inner annular reinforcing ribs
A technology of hoop reinforcement and spinning, which is used in forming tools, metal processing equipment, manufacturing tools, etc., can solve the problem of inability to use large-diameter, high-precision long cylindrical parts, low material utilization, and inability to demold the workpiece, etc. problems, to achieve the effect of reducing material costs, reducing production costs, and avoiding low stiffness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0060] In order to make the object, technical solution and advantages of the present invention clearer, the implementation manner of the present invention will be further described in detail below in conjunction with the accompanying drawings.
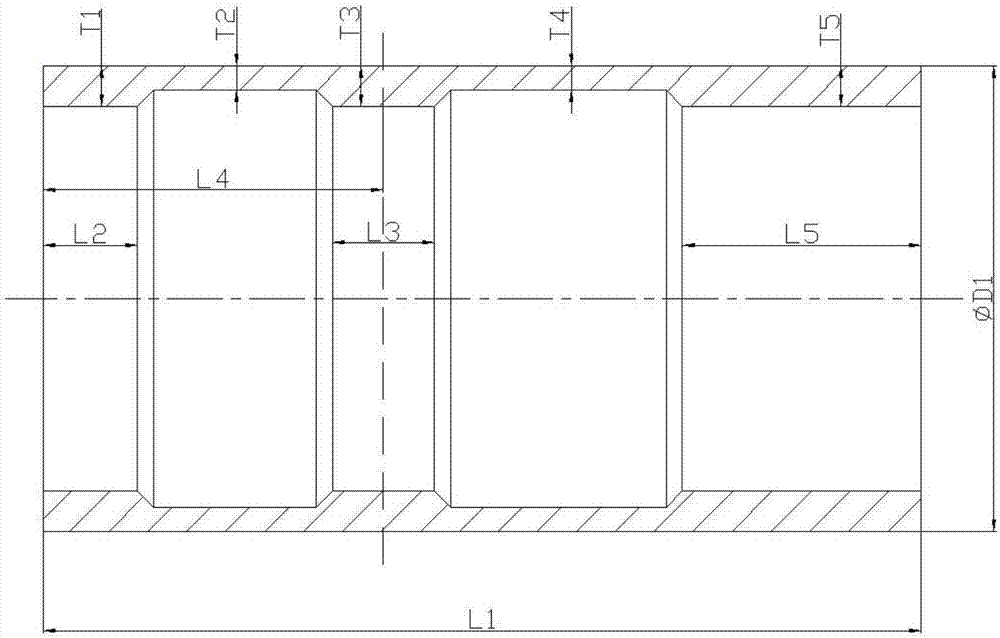
[0061] Long cylinder with inner circumferential ribs such as figure 1 As shown, its manufacturing length L1 is 1300mm, length L2 is 150mm, L3 is 175mm, L4 is 480mm, L5 is 380mm; thickness T1 is 10mm, T2 is 6mm, T3 is 10mm, T4 is 6mm, T5 is 10mm; outer diameter φD1 is 550mm, and the material is 5A06 aluminum alloy. The process flow is as follows image 3 shown.
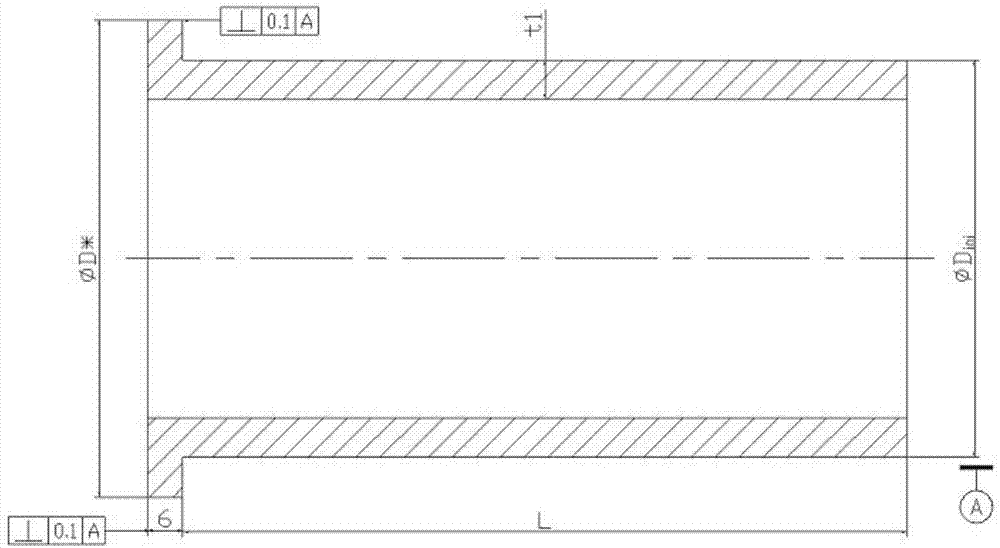
[0062] The first step, spinning blank design
[0063] The spinning blank 5 is designed as a straight cylindrical structure with an equal wall thickness and a protruding process ring at one end, and its wall thickness t1 is determined according to the respective total thinning rates of the multi-pass spinning rib section 140 and skin section 160, The length of the spinning bl...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More